
Fターム[4F204AK04]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 加熱冷却手段の具体的な特徴 (281) | 赤外線加熱(←遠赤外線)、輻射加熱の特徴 (31)
Fターム[4F204AK04]の下位に属するFターム
電気ヒーターの特徴 (3)
反射板、遮蔽板の特徴 (2)
Fターム[4F204AK04]に分類される特許
1 - 20 / 26
自動車のハイブリッド部材を製造する方法および当該方法により製造された自動車のハイブリッド部材
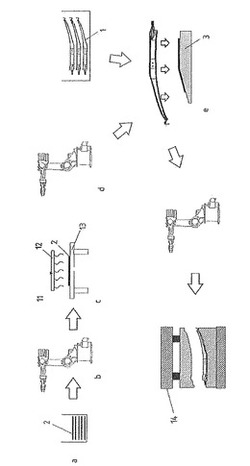
【課題】自動車のハイブリッド部材を、コスト面において効率的に実施することができるような製造方法の提供。
【解決手段】以下のステップによる方法で解決される。・ベースボディ1を、三次元に型成形された自動車部材として製造するステップ。・少なくとも一層の繊維材料を準備し、好ましくは二つ以上の層が積層されて樹脂に浸透され、及び/又は樹脂を付勢されるステップ。・繊維材料をプリフォーム部分へ切断するステップ。・ブランク2をプリフォーム3上に載置して加熱するステップ。・ベースボディ1をプリフォーム3上に位置決めするステップ。・ベースボディ1及び/又はプリフォーム3を押付けて、ブランク2をベースボディ1の形状へと形成するステップ。・ブランク2を硬化するステップ。
(もっと読む)
繊維強化熱可塑性樹脂成形品の製造方法、該製造方法で使用される金型、該製造方法で製造される成形品

【課題】連続繊維強化熱可塑性樹脂層と、不連続繊維強化熱可塑性樹脂層とが積層したシート材料を金型でプレス成形した際に、金型を問題なく開くことができ、バリの発生も抑制できる繊維強化熱可塑性樹脂成形品の製造方法と、該製造方法で使用される金型と、該製造方法で製造される成形品との提供。
【解決手段】連続繊維強化熱可塑性樹脂層の少なくとも片面の一部に、不連続繊維強化熱可塑性樹脂層が積層したシート材料をプレス成形し、繊維強化熱可塑性樹脂成形品を製造するための金型として、キャビティの外周縁には、上金型21と下金型22とを閉めた時に不連続繊維強化熱可塑性樹脂層のキャビティ外への流出を防止する枠状の堰部30が、連続繊維強化熱可塑性樹脂層をキャビティ外へと延出させる隙間Cを形成しつつ設けられている金型を用いる。
(もっと読む)
微細構造形成用型および光学素子の製造方法
【課題】微細構造形成用型および光学素子の製造方法において、被加工体の表面形状が変化しても、被加工体の表面に反射防止構造を容易かつ迅速に形成することができるようにする。
【解決手段】曲率を有する凹レンズ面1aを備えるレンズ本体1の凹レンズ面1aに凹凸形状の反射防止部を形成する微細構造形成用型5であって、反射防止部を転写する成形面部5aと、成形面部5aを湾曲可能に支持する基体部5と、基体部5を変形することにより成形面部5aを湾曲させる空洞部6、環状空洞部7、および流体供給部8と、を備える表面加工装置10を用いて、反射防止部を形成する。
(もっと読む)
賦形成形方法及び繊維強化樹脂成形品
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法及び繊維強化樹脂成形品を提供する。
【解決手段】成形原反材1を積層し、予備積層成形型で予備圧縮成形した積層成形材5を予備加熱型6で近赤外線放射装置7によって近赤外線で予備加熱型6内の熱盤8上に載置された積層成形材5を予熱し、一方3次元形状を有する賦形型である成形型9を予熱して成形原反材1の溶融温度に昇温する。次に積層成形材5を予熱された成形型9に収納し、成形型9によって積層成形材5を圧縮する。これによって織物基材3に付着している樹脂材料4を軟化して積層成形材5の層間を接着し、形状を保持させる。その後成形型9を固化温度に急冷して型を開き離型する各工程によって成形原反材1を積層して3次元形状に賦形する。
(もっと読む)
樹脂成形装置
【課題】樹脂成形装置において、ノズルまたはダイあるいはTダイの吐出口の開口面での溶融樹脂の固化を防ぐ。
【解決手段】本発明の樹脂成形装置は、射出装置からノズルまたはダイあるいはTダイを介して金型上に溶融樹脂を吐出し、次いで型締めを行うことにより樹脂製品を成形する樹脂成形装置において、吐出口2の開口面の溶融樹脂を保温または加熱するための赤外線ヒータ4を、吐出口2に向けて吐出口2の斜め前方に配置したことを特徴とする。また、赤外線ヒータを使用して吐出口2の開口面の溶融樹脂を保温または加熱する代わりに、吐出口2を閉鎖するためのシャッタ8を設け、このシャッタ8をヒータ9で加熱しても良い。
(もっと読む)
車両用内装材の製造方法
【課題】深絞り成形で成形された部位の薄肉化を抑制可能な車両用内装材の製造方法を得ることを目的とする。
【解決手段】温度制御手段62は、ドアトリム12を構成する基材30のうち、ドアアームレスト部26となる深絞り部30Bの加熱温度が、トリム本体部12Aとなる基材本体部30Aの加熱温度よりも低くなるように、各加熱器46A,46Bの加熱ブロックの加熱温度を制御する。更に、温度制御手段62は、基材本体部30Aのうち、深絞り部30Bと隣接する部位(以下、「隣接部位30AR」という)の加熱温度が、基材本体部30Aの他の部位の加熱温度(基準温度)よりも高くなるように、各加熱器46A,46Bの加熱ブロックの加熱温度を制御する。
(もっと読む)
賦形成形方法及び繊維強化樹脂成形品
【課題】強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法及びそれに用いる積層材を提供する。
【解決手段】フイルム状にした熱可塑性樹脂4間に複数本の強化繊維束を含む織物基材3を狭持して、熱可塑性樹脂4間を減圧して近赤外線放射装置5で加熱・冷却してなる積層材を積層し、予備積層成形型で予備圧縮成形した積層成形材を予備加熱型で近赤外線放射装置によって近赤外線で予備加熱型内の熱盤上に載置された積層成形材を予熱し、一方3次元形状を有する賦形型である成形型を予熱して積層材の溶融温度に昇温する。次に積層成形材を予熱された成形型に収納し、成形型によって積層成形材を圧縮する。
(もっと読む)
複合光学素子の製造方法、製造装置、及び応力除去方法
【課題】樹脂材料の光学的性質を損なわせることなく樹脂材料とガラス材料とを加熱状態で一体化させた複合光学素子の残留応力を軽減して高品質、高機能の光学素子を提供できる複合型光学素子の製造方法を提供する。
【解決手段】樹脂材料を加熱状態でガラス材料の一方の面に一体化させて複合光学素子を成形した後に応力除去工程を実行する。応力除去工程では、成形工程における複合光学素子を樹脂材料のガラス転移温度を下回る第1の冷却温度まで冷却した後に、樹脂材料に対する吸収率がガラス材料に対する吸収率よりも高い波長域の赤外光をガラス材料の他方の面から入射させて、樹脂材料のガラス材料に接する界面層を樹脂材料のガラス転移温度以上の温度に加熱した後に、第1の冷却温度よりも低い第2の冷却温度まで冷却する。
(もっと読む)
プラスチック成形品の成形方法
【課題】賦形面の微細なパターンを精度よく転写できるとともに、離型性及び生産性を向上させることのできるプラスチック成形品の成形方法の提供を目的とする。
【解決手段】プラスチック成形品の成形方法は、ガスが含浸され、固化したプラスチック基板6に対して、賦形面51を転写面61に押圧した状態で、転写面61を加熱し、賦形面51の構造を転写面61に転写する工程と、賦形面51を転写面61に押圧した状態で、プラスチック基板6を固化工程と、押圧した状態を解除することによって、加熱によりプラスチック基板6から放出され、押圧した状態により圧縮されていたガスを膨張させ、この膨張するガスを利用して、離型させる工程とを有する。
(もっと読む)
光学部品の製造方法及びその製造装置
【課題】 基材表面を集中的に加熱することにより、成形時間の短縮、及び成形品の光学性能を向上させる光学部品の製造方法及び製造装置を提供すること
【解決手段】 基材に、少なくとも一部が赤外線透過材料からなる型を密着させて光学部品を製造する光学部品の製造方法において、前記型を、前記基材との間に隙間を開けて配置した状態で、前記基材に赤外線を照射して、前記基材を加熱した後、前記型と前記基材とを密着させることを特徴とする。
(もっと読む)
熱可塑性樹脂成形品の成形方法
【課題】大型又は複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる熱可塑性樹脂成形品の成形方法を提供すること。
【解決手段】配置工程においては、ゴム型2のキャビティ22の一部に、その形状に沿った形状の固形状態の第1熱可塑性樹脂3Aを配置すると共に、キャビティ22の残部に、粒子状態の第2熱可塑性樹脂3Bを配置する。次いで、加熱工程においては、ゴム型2を介してキャビティ22内における第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bに、0.78〜2μmの波長領域を含む電磁波Xを照射し、これらを加熱して溶融樹脂として溶融させる。そして、冷却工程においては、キャビティ22内の溶融樹脂を冷却して、第1熱可塑性樹脂3Aと第2熱可塑性樹脂3Bとが一体化した熱可塑性樹脂成形品を得る。
(もっと読む)
繊維補強材から部品を製造するための方法
【課題】 繊維補強材から部品を製造するための方法を提供する。
【解決手段】 本発明は、繊維補強材から部品を製造するための方法であって、繊維と未硬化ポリマーマトリックスとからなる繊維プリフォームを金型上に配置し、熱電フィルムを繊維プリフォームおよび/または金型上に配置し、負圧または真空をかけながらマイクロ波照射により前記熱電フィルムを加熱し、その結果、繊維プリフォームを加熱してポリマーマトリックスを硬化させる方法に関する。
(もっと読む)
ウレタンフォーム積層体
【課題】中間層や補強層が不要で、且つ、生産性の高いウレタンフォーム積層体である。
【解決手段】第1ポリオール成分と、第1イソシアネート成分とを含む第1反応液を混合して発泡、硬化させた第1ウレタンフォーム層と、第2ポリオール成分と、第2イソシアネート成分とを含む第2反応液を混合して発泡、硬化させた第2ウレタンフォーム層とを備えるウレタンフォーム積層体であって、第2ウレタンフォーム層は、第1ウレタンフォーム層を形成する形成面に塗布した第1反応液の硬化中に、該第1反応液上に第2反応液を塗布することで、第1ウレタンフォーム層と一体的に形成されていることを特徴とする、ウレタンフォーム積層体である。
(もっと読む)
太陽電池モジュール製造用の改良型非オートクレーブ積層法
太陽電池モジュールを製造するための改良型非オートクレーブ積層法が開示される。この方法は、加熱/真空工程に続いて付加される付加的な加熱ステップを含む。  (もっと読む)
(もっと読む)
赤外線照射部材及び赤外線透過ブロックを用いた圧縮成形装置及び圧縮成形方法
【課題】 電子部品のチップ6等を搭載した大型基板7等の大面積を圧縮成形する場合の樹脂封止装置において、樹脂材料9の加熱作用や成形品14の離型作用を改善して樹脂成形効率を向上させると共に、型加熱効率を向上させて電力の節減化を図る。
【解決手段】 樹脂封止成形用型1における樹脂成形用凹部10を、赤外線透過性を有するブロック4・8の表面に形成すると共に、前記赤外線透過ブロック4・8の背面側に該赤外線透過ブロック4・8背面の形状及び大きさに対応する形状及び大きさとして形成された赤外線照射部材5・11を配設し、さらに、前記赤外線照射部材5・11における背面、側面及び赤外線透過ブロック4・8の側面とに前記赤外線照射部材5・11から照射された赤外線を反射する赤外線反射部材12・13を配設する。
(もっと読む)
導電性ゴムローラの製造方法
【課題】発泡ゴム層のセルが均一で、周方向の硬度、抵抗ムラが無く更に、低抵抗領域で温度・湿度の環境変化による抵抗値変動が小さく、硬度が安定した導電性ゴムローラの製造方法を提供する。
【解決手段】原料ゴムとして、エピクロルヒドリンゴム及び/又はNBRと共に、数平均分子量10000以上、AGEの共重合比率が10mol%以上20mol%以下であるEO−PO−AGE三元共重合体を使用し、化学発泡剤を含む原料ゴム組成物をチューブ状に押出し、そのチューブを搬送速度0.5m/min乃至6.0m/minで、近赤外線加硫装置内で0.2kW乃至6kWの赤外線ランプ4本乃至6本で加硫発泡する。
(もっと読む)
積層体を製造するための方法
本発明は、木材または木材材料から成るプレート状中心部と、中心部の少なくとも片面にある装飾層と、装飾層の上にある、アミノプラストから成る被覆層とを有する装飾模様付き積層体を製造するための方法であって、装飾層を取り付けるステップと、装飾層上に被覆層を形成するために、アミノプラスト前駆物質の水溶液から層を塗布するステップと、被覆層を少なくとも部分的に乾燥させるステップと、前記アミノプラストを加圧および加熱下で硬化させるステップとを含み、最終的な被覆層を形成するために、まず前記アミノプラスト前駆物質の溶液の一部を塗布し、そのようにして生成された部分層を乾燥させ、このステップを少なくとも2回繰り返す方法に関する。 (もっと読む)
ブレードの連続製造方法及び連続製造装置
【課題】連続成型法における成形精度の向上及び歩留まりの向上。
【解決手段】外周に成形溝及び内部に加熱装置を備えた成形ドラムを用いて、合成樹脂を成形用原料とするブレードの素材を連続製造する方法において、該成形溝の幅を複数のブレード用弾性ゴム部材の幅に相当する幅とし、成形ドラムから搬出される広幅の帯状のブレード素材を前記ブレード用弾性ゴム部材の幅に切断する工程を設けたことを特徴とするブレード素材を製造する方法。
(もっと読む)
光学素子成形装置
【課題】 加熱開始後、金型組の温度安定化時間を短縮できる光学素子成形装置を提供する。
【解決手段】 上金型と下金型の間に光学素子素材が置かれた金型組15を、加熱、加圧成形および、冷却の各プロセスステージへ順次搬送し光学素子を成形する成形装置であって、加熱ステージのプレート1には、金型組の下金型の下面近傍に熱電対26が埋設されている。昇降可能に配置された赤外線ランプヒータ装置4の各赤外線ランプ22にはそれぞれ独立してヒータ用電力が供給される。前記プレートに最も近い、最下段の赤外線ランプは、プレートを加熱するべく他の中段、上段の赤外線ランプよりヒータ電力が多く供給されるようになっている。前記熱電対はプレート内に埋設されているので赤外線ランプからの輻射熱を直接受けることがなく、安定した検出信号を図示外のヒータ制御ユニットへフィードバックし、加熱開始後、短時間に所定温度に到達させることができる。
(もっと読む)
樹脂成形方法及び樹脂成形装置
【課題】ゴム製の成形型に対してキャビティ内の熱可塑性樹脂を選択的に加熱することができ、良好な樹脂成形品を得ることができる樹脂成形方法及び樹脂成形装置を提供すること。
【解決手段】キャビティ21を形成してなるゴム製の成形型2と、キャビティ21内を真空状態にする真空手段61と、波長が0.78〜2μmの電磁波(近赤外線)を照射する電磁波発生手段4とを有する樹脂成形装置1を用いる。ゴム製の成形型2のキャビティ21内を真空状態にする真空工程と、真空状態のキャビティ21内に溶融状態の熱可塑性樹脂3を充填する充填工程と、キャビティ21内の熱可塑性樹脂3を冷却して樹脂成形品を得る冷却工程とを行う。充填工程においては、成形型2を介して熱可塑性樹脂3に近赤外線を照射することにより、成形型2に対して熱可塑性樹脂3を選択的に加熱する。
(もっと読む)
1 - 20 / 26
[ Back to top ]