
Fターム[4F203DL04]の内容
プラスチック等の加熱、冷却、硬化一般 (12,681) | 加熱、冷却装置 (1,170) | 連続式(長尺物の) (97) | オープン加熱炉によるもの (45) | 熱媒槽、架橋管を有するもの (15)
Fターム[4F203DL04]の下位に属するFターム
冷却部を有するもの (6)
Fターム[4F203DL04]に分類される特許
1 - 9 / 9
ゴム部材の製造装置及び製造方法
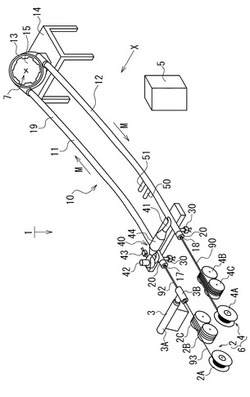
【課題】長尺な未加硫ゴムの成形品の加硫に必要なスペースを短くする。
【解決手段】ゴム部材の製造装置1は、長尺な成形品92を加硫してゴム部材90を製造する。移動手段6は、成形品92を長手方向に移動させる。Uターン手段7は、成形品92の移動方向Mを変更して成形品92をUターンさせる。加硫装置10は、Uターン前とUターン後の成形品92がそれぞれ通過する前加硫缶11と後加硫缶12を有する。加硫装置10は、両加硫缶11、12の内部を含む加硫空間19を移動する成形品92を加硫する。
(もっと読む)
連続加硫設備及び連続加硫方法

【課題】連続加硫の立上げ時の未加硫のゴム管のたるみに起因するトラブルの発生を防止して、円滑に連続加硫の立上げを行うことのできる連続加硫設備を提供する。
【解決手段】連続加硫設備22における押出機のヘッド30と加硫管32とを離隔して配置するとともに、加硫管32には、その先端側に構成されたシリンダ部62と、シリンダ部62に対しシール部材64を介して摺動可能に内嵌したスライド筒68と、スライド筒68の先端側に設けられ、ヘッド30に密着状態に接続される接続部72と、を備えて伸縮運動し、加硫管32と押出機のヘッド30とを連結及び連結解除可能な連結装置34を設けておく。
(もっと読む)
タイヤの製造方法
【課題】高品質なタイヤを安定に生産しうる製造方法の提供。
【解決手段】この製造方法は、予備成形によって、ローカバーを得る工程(STEP1)と、このローカバーをモールドに投入する工程(STEP2)と、このローカバーの内側に位置するブラダーに第一加熱媒体を充填してこのローカバーを加熱しつつ、このブラダーの内圧を一次圧P1に到達させる工程(STEP3)と、このブラダーに第二加熱媒体をさらに充填してこのローカバーをさらに加熱しつつ、このブラダーの内圧を二次圧P2に到達させる工程(STEP4)と、このブラダーに加圧媒体をさらに充填してこのローカバーを加圧する工程(STEP5)とを含んでいる。このタイヤの製造方法では、上記二次圧P2が上記一次圧P1よりも高い。
(もっと読む)
紐状ゴムの加硫装置
【課題】装置全体のスペースが小さく、また、折り返し部を複数備えても、被加硫物の最初の端部を加硫通路内に設置することが容易な紐状ゴムの加硫装置を提供すること。
【解決手段】複数の折り返し部を備えた筒状の搬送通路と、該搬送通路の外周面を被覆する発熱体と、搬送通路のほぼ中心軸を通り、該通路内部及び外部を循環する態様で配置される搬送ベルトと、該ベルトの搬送手段と、前記搬送ベルトと被加硫物端部に着脱自在に装着し、搬送ベルトと被加硫物の駆動を同期させる取り付け駒と、を備えて構成し、前記搬送手段は、駆動源に接続される駆動プーリーと、搬送通路の折り返し部及び搬送通路外部の曲がり部に備える従動プーリーと、により構成し、該従動プーリーには、搬送ベルト装着用の溝と、被加硫物搬送用の溝を並列して備え、被加硫物の装置への取り付け段階で、前記取り付け駒を介して、被加硫物と搬送ベルトが並列に連結されるように構成した。
(もっと読む)
シール装置
【課題】シール性が良好で、加硫容器内の圧力が変化してもゴム被覆ホースとの接触による摩擦力を適正に保持し得て、ゴム被覆ホースを出口から滑らかに導出させることができ、またシール部材によってゴム表面を傷付けてしまうのを防止することのできるシール装置を提供する。
【解決手段】ゴム被覆ホース10を加圧下で加硫処理する連続加硫装置の出口40をシールするシール装置を、中心孔にゴム被覆ホース10を通して中心孔62の内周面をゴム被覆ホース10の外面に弾性接触させ、シールを行うリング状のシール部材53-1,53-2と、シール部材53-1,53-2に接する状態にセットされ、それらを後側からバックアップするリング状のバックアップリング54-1,54-2とを備えて構成する。そのバックアップリング54-1,54-2はテーパ形状となして、加硫容器内の内圧の作用でシール部材53-1,53-2を変形させて、変形部分を逃し込む逃し空間68-1,68-2を形成するものとしておく。
(もっと読む)
マイクロ波照射加硫方法及び装置
【課題】発泡を防止して押出し成形物を加硫させるマイクロ波照射加硫方法を提供する。
【解決手段】押出機3により押出し成形された押出し成形物をマイクロ波照射加硫し、加熱加硫した後、さらに冷却するマイクロ波照射加硫方法において、マイクロ波照射加硫するマイクロ波照射加硫工程と、加熱加硫する加熱加硫工程と、冷却する冷却工程とを加圧下で行う方法である。
(もっと読む)
熱可塑性樹脂成形用金型及び熱可塑性樹脂成形体の製造方法
【課題】 良好な外観の熱可塑性樹脂成形体を成形することができる熱可塑性樹脂成形用金型及び熱可塑性樹脂成形体の製造方法を提供すること。
【解決手段】 本発明に係る熱可塑性樹脂成形用金型1は、第1の金型2及び第1の金型2との間にキャビティ4を形成する第2の金型3を備える熱可塑性樹脂成形用金型であって、少なくとも一方の金型は、キャビティ4を形成するキャビティ面6aを有する金属板6と、金属板6におけるキャビティ面6aに対して裏面6b側に、互いに離間して配置される複数の温度調節管7と、温度調節管7を裏面6bに固定させる金属部材と、を有し、金属部材は、互いに隣接する複数の温度調節管7の間にわたって裏面6bに接合されるものである。
(もっと読む)
吸水性樹脂の表面架橋方法および吸水性樹脂の製造方法
【課題】特定構造の攪拌装置を用いた吸水性樹脂の製造方法を提供すること、および、熱処理での処理時間を短縮した吸水性樹脂の表面架橋方法を提供する。
【解決手段】本発明にかかる吸水性樹脂の表面架橋方法は、湿潤混合物を得る工程(1)と、乾燥粒子状組成物を得る工程(2)と、表面架橋反応させる工程(3)とを含んでいる。これにより、各工程の処理時間が短くてすむため、物性が良好な吸水性樹脂を大量生産することができる。また、本発明に係る吸水性樹脂の製造方法は、改質工程および冷却工程を含み、上記改質工程および/または冷却工程は、複数の攪拌盤を備えた回転軸を有する攪拌手段を用いて行われ、上記攪拌手段は、特定の厚さを有する攪拌盤および/または特定の形状を有するかきあげ羽根を備えている。これにより、改質工程および/または冷却工程における微粉の発生を抑制することができる。
(もっと読む)
長尺ゴム製品連続加硫法
【課題】本発明は、ゴム被覆電線、ゴムホ−ス、ゴムホ−ス製造用のマンドレル等の長尺ゴム製品の連続加硫法に係るものであり、押出機から直接加硫缶内に押し出し、盆巻き作業なしで直接加硫する方法にかかるものである。このため、盆巻き作業に伴う欠点を解消し、大きな加硫缶も必要がなく、長尺加硫ゴムが得られることとなった。
【解決手段】未加硫ゴム押出手段と、未加硫ゴムの加硫手段と、加硫ゴムの巻取手段と、からなり、加硫手段はほぼ水平方向に配置され、未加硫ゴムの中央に抗張体を挿入し、当該抗張体に張力を掛けた状態で加硫し、その後、加硫ゴムを巻取る製品連続加硫法。1‥ゴム押出機、1a‥スクリュ−、1b‥ダイス、2‥加硫パイプ、4‥巻取装置、4a‥巻取機、4b‥巻取ドラム、20‥芯ワイヤ−、21‥未加硫ゴム、22‥被覆ゴム。
(もっと読む)
1 - 9 / 9
[ Back to top ]