
Fターム[4F204AM24]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形装置、成形操作のその他の特徴 (1,253) | その他の一般的機械要素の特徴(←軸受) (7)
Fターム[4F204AM24]に分類される特許
1 - 7 / 7
樹脂注型成形装置

【課題】人造大理石浴槽や洗面台等の樹脂注型成形品を長期に亘り一定の品質で安定して製造することができる樹脂注型成形装置を提供する。
【解決手段】熱硬化性樹脂を成形金型のキャビティ内に注入するノズルAを具備した樹脂注型成形装置Bであって、上記注入ノズルAのノズル本体1は合成樹脂から形成され、かつ金型9内に設けられてなり、上記ノズル本体1の材料樹脂注入口11の周縁の金型当接面12は金属製キャップ2で保護されるとともに、該金属製キャップ2は、保護板部21と該保護板部21をノズル本体1の先端部に固定する固定脚片22とから一体的に形成され、上記金属製キャップ2がノズル本体1に取り付けられたことを特徴とする樹脂注型成形装置B。
(もっと読む)
積層免震ベアリングの製造方法およびそれに用いられるプラグ体成形装置

【課題】プラグ体内に含まれる空隙を大幅に減少させることのできる積層免震ベアリングの製造方法およびそれに用いられるプラグ体成形装置を提供する。
【解決手段】塑性変形材料を金型に収容したあとこれを加圧成形してプラグ体4を形成する工程と、中空部5にこのプラグ体4を挿入する工程とを経て積層免震ベアリング10を製造する。
(もっと読む)
熱プレス成形装置
【課題】高精度な転写成形が可能な熱プレス成形装置を提供する。
【解決手段】固定盤2と、該固定盤2に取付けた固定型7に近接・離隔移動し成形材料29の厚さに倣って傾動する可動型8を取付ける可動盤10とを備えた熱プレス成形装置1において、前記可動盤10の傾動の中心点を前記可動盤10の前記可動型8取付け面位置から前記成形材料29の成形面位置又はその近傍へ離隔した位置に移動させる、可動型8の厚さに応じて長さが調節可能な延長部11を設けた。
(もっと読む)
自動混合弁およびこれを備えたタンク
【課題】大掛かりな設備構成とすることなくコンパクトな構成にでき、それでいて各種成分の所定量の送給を自動化可能とし、成分配合を変更する際にも、異種成分の混入を確実に少なくできる自動混合弁およびこれを備えたタンクを提供する。
【解決手段】一端に開口部1Aを有すると共に複数の液状成分導入口1a〜1dを設けた筒状のバルブハウジング1と、このバルブハウジング1に収納されてバルブハウジング1内を摺動可能な切り換えバルブ本体2と、この切り換えバルブ本体2に接続されて、切り換えバルブ本体2を前後動可能にするエアーシリンダー3と、このエアーシリンダー3を構成する駆動軸5と接続されて、切り換えバルブ本体2を駆動軸5周りに旋回させる旋回手段6とを有する。切り換えバルブ本体2が、複数の液状成分導入口1a〜1dから導入される液状成分を個別に開口部1Aに排出可能な経路2aを形成している自動混合弁。
(もっと読む)
圧縮成形機械
【課題】密閉シェル又は密閉シェル内の密封ライナのようなプラスチック物品を成形するための機械を提供する。
【解決手段】金型コア(220)は、中空内部と端壁(224)とを有する形成ピン(222)を含む。通路は、好ましくは、中空チューブ(66)の形態であり、形成ピンの中空内部の中に延び、形成ピンの端壁から離間した位置に密封固定された端部を有する。ポペット弁(254)が、形成ピンの端壁上に配置されている。ポペット弁は、通路内の空気圧に応答して開き、形成ピンの端壁を通る空気の流れを可能にして金型コアからの成形物品の型抜きを助ける。ポペット弁は、形成ピンの端面における外端と通路の端部に隣接する内端とを有する弁要素(256)を含む。バネ(260)が、好ましくは、弁要素を閉鎖位置に付勢する。バネは、好ましくは、弁要素と形成ピンの間に圧縮して捕捉されたコイルバネを含む。
(もっと読む)
圧縮成形装置およびプラスチックの物体を成形するための方法
成形手段(2)によって物体(9)を得るため、プラスチックを圧縮成形する方法であって、前記成形手段(2)は、パンチ手段(11;111)および金型手段(31、32;131、132)を備え、前記金型手段(31、32;131、132)は、金型本体(31;131)、および、成形空洞の一部を定義するために相互に協働する底部要素(32;132)からなり、前記成型は、前記金型手段(31、32;131、132)および前記パンチ手段(11;111)の相互移動からなり、前記パンチ手段(11;111)および前記金型手段(31、32;131、132)から独立した前記底部要素(32;132)の駆動をさらに備える方法;および、物体(9)を得るため、プラスチックを圧縮成形する装置であって、金型本体手段(31;131)、および、成形空洞手段の一部を定義するために相互に協働する底部要素手段(32;132)を備え、相互に前記底部要素手段(32;132)を動かすために配置される流体作動手段(24)および、前記流体作動手段を運搬するために配置される前記金-本体手段(31;131)および通過手段を備える金型手段(3)からなり、前記通過手段は、スロットル手段(27)からなる装置。 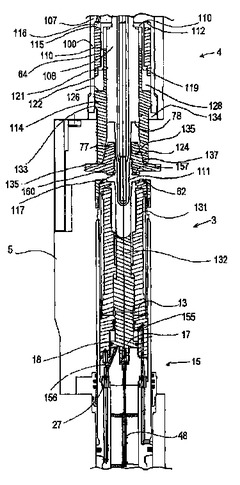 (もっと読む)
(もっと読む)
複数の作動装置を備える作動機、装置及び制御システム
プラスチック鋳造用装置は、鋳造手段(3、4)、該鋳造手段(3、4)と該作動手段(15)と該鋳造手段(3、4)との間に介在する衝撃吸収手段(17)とを動かすために配置される該作動手段とからなり、該作動手段(15)は電子機械式作動手段(26、46、62)からなり;プラスチック鋳造用装置は鋳造手段(3、4)と該鋳造手段(3、4)を動かすために配置される作動手段(15)とからなり、該作動手段(15)は電気モータ手段(41、58、47、77)と該電気モータ手段(41、58、47、77)の電気パラメータを制御するための制御手段とを備える電子機械式作動手段(26、46、62)とからなり、作動機は作動手段(1)を作動するのに適した複数の作動装置(15)と、該作動装置(15)を制御するための少なくとも1つの制御装置(18)と、該複数の作動装置(15)の少なくとも1つの作動装置(15a、15b、15c、15d、15e)へ該少なくとも1つの制御ユニット(18)を選択的に結合するために配置される切換え手段(23)とからなる。 (もっと読む)
1 - 7 / 7
[ Back to top ]