
Fターム[4F204AR20]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 調整制御量(制御の対象) (1,329) | その他の調整制御量 (64)
Fターム[4F204AR20]に分類される特許
61 - 64 / 64
真空注型装置
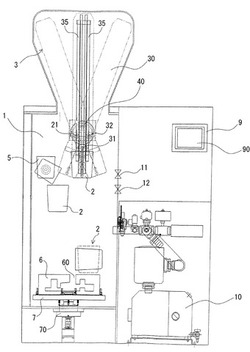
【課題】 注型材の種類に対応して脱泡、攪拌、注入を連続的に行うことのできる真空注型装置を提供する。
【解決手段】 減圧室1の内部は所定の圧力まで減圧され、揺振動テーブル7の上に注型用型6が載置可能で、注型用型6に樹脂等を流し込んで硬化、成型するようになっている。傾斜体30と昇降部33とを有する支持装置3に注型材カップ2が支持され、左右方向に傾斜可能であり、また連続的に左右方向に搖動可能であり、振り子運動をする。昇降部33は傾斜体30に移動可能に装着され、昇降する。昇降部33の移動と傾斜体30の傾斜により支持装置3に支持された注型材カップ2は減圧室1の奥行き方向を除いて任意の位置に移動可能である。注型材カップ2内の剤は撹拌プロペラ4により攪拌される。また硬化剤カップ5が傾動して硬化剤を注型材カップ2内に注入できる。撹拌プロペラ4の回転と、注型材カップ2の上下動及び振り子運動により効果的な脱泡と攪拌が行える。
(もっと読む)
エポキシ樹脂注形品とその製造方法、およびそれを備えたガス絶縁機器

【課題】 真空チャンバ内の金型に樹脂を注入する際の硬化剤の昇華を防止し、内部に気泡がなく電気絶縁性能に優れたエポキシ樹脂注形品とその製造方法、およびそれを備えたガス絶縁機器を提供する。
【解決手段】 加圧した熱硬化性樹脂を、真空チャンバ内に設置された金型内に減圧下で注入するエポキシ樹脂注形品の製造方法において、熱硬化性樹脂の注入時における前記真空チャンバ内の真空度を、当該熱硬化性樹脂の反応時の温度における蒸気圧より高真空度とする。例えば、熱硬化性樹脂の反応時の最高温度170℃における蒸気圧が100Torrである場合、樹脂注入時における真空チャンバ内の真空度を、反応時の最高温度170℃における蒸気圧:100Torrよりも高真空度:150Torrとして熱硬化性樹脂を注入し、硬化させて、絶縁スペーサなどのエポキシ樹脂注形品を製造する。
(もっと読む)
車両用ルーフパネル
【課題】 ガラスパネルに一体成形される樹脂成形材の機械的強度を確保しながら軽量化を図り、ルーフパネルの重量を軽減する。
【解決手段】 ポリウレタン原料に炭酸ガス又は窒素ガスを溶解させる。ガラスパネル2の周縁に形成した金型のキャビティにポリウレタン原料を射出して、ポリウレタンの発泡体からなる樹脂成形材3をガラスパネル2と一体成形する。ポリウレタン原料へ溶解した炭酸ガス又は窒素ガスの量を変化させて樹脂成形材3の比重を0.60以上0.90以下に設定する。
(もっと読む)
眼用レンズ物品の製造方法及びそれに用いられる製造装置
紫外線ランプに起因する問題を悉く解消すること、及び、安定した品質を有利に確保することの出来る眼用レンズ物品の製造方法、及びそれに用いられる眼用レンズ物品の製造装置を提供すること。 光透過性材料からなる上型26と下型28との型合わせにより、目的とする眼用レンズ物品を与える形状の成形キャビティ30が形成される成形型10を用い、かかる成形キャビティ30内に、モノマー液50を充填する一方、その充填されたモノマー液50の重合を、成形型10の上下の少なくとも一方の型の側に設置されたLED光源12から照射される光で行なうことにより、眼用レンズ物品をモールド成形する。 (もっと読む)
61 - 64 / 64
[ Back to top ]