
Fターム[4F205AA06]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 樹脂材料等(主成形材料) (3,919) | ポリオレフィン (339) | ポリエチレン系 (98) | HDPE (10) | 超高分子量PE (8)
Fターム[4F205AA06]に分類される特許
1 - 8 / 8
多孔質シートの製造方法及び多孔質シート
【課題】優れた表面平滑性及び通気性等の特性を有し、さらにより高い強度を備えた多孔質シートを得ることができ、且つ連続・長尺で製造可能な、多孔質シートの製造方法を提供する。
【解決手段】本発明の多孔質フィルムの製造方法は、(I)超高分子量ポリエチレン粒子、水、界面活性剤及び増粘剤を混合して、前記超高分子量ポリエチレン粒子を前記水に分散させた分散液を準備する工程と、(II)前記分散液をフィルム上に塗布して、前記分散液の塗布層を形成する工程と、(III)前記塗布層を焼成する工程と、(IV)前記フィルムを剥離する工程と、を含む。
(もっと読む)
多孔膜、反射シート並びに反射筐体
【課題】ポリオレフィンと不活性微粒子とを含む組成物からなり、空孔率が高く、バックライトの組み立て加工時のプレス加工による変形が抑制され、反射性能保持に優れる多孔膜を提供する。
【解決手段】ポリオレフィンと不活性微粒子とを含む組成物からなり、ポリオレフィンと不活性微粒子との重量比が20〜5:80〜95であり、不活性微粒子は 平均粒子径が30〜200μmのもの(微粒子A)0.001〜1重量部と平均粒子径が0.05〜10μmのもの(微粒子B)90〜110重量部の混合物であり、空孔率が70〜95体積%の独立又は連続してなる空孔を有する多孔膜。
(もっと読む)
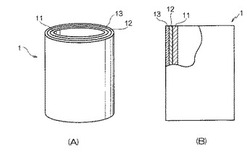
好ましくは拡張可能バルーン・ケーシング用の可撓性多層材料、および拡張可能ケーシングの製造方法
本発明は、特に拡張可能バルーン・ケーシング、小型飛行船、エアバッグ、帆、可撓性太陽電池、または可撓性アンテナに使用することができる可撓性多層材料に関する。特に、超高分子ポリエチレン(UHMWPE)、または超高分子ポリプロピレン(UHMWPP)で作られている、少なくとも1つの層(11、13)が設けられている。これは、ポリエチレンまたはポリプロピレンで作られ、そこに結合された層またはフィルム(10、12;12、14)によって2つの側部のそれぞれが囲まれており、互いの上部に置かれた層またはフィルム(10〜14)は、加熱により互いに結合させることができる。このような材料層は軽量であり、高い安定性または引き裂き耐性、および高い弾性係数を有する。  (もっと読む)
(もっと読む)
延伸ポリマー補強要素を含む曲面製品の製造方法およびそれによって得られる製品
本発明は、曲面製品の製造方法であって、複数の延伸ポリマー補強要素をマンドレル上に配置することと、その要素の少なくとも一部を互いに局部的に接着することと、製品をマンドレルから取り外すこととを含む方法に関する。本発明はまた、曲面物品(好ましくは防護物品)を曲面製品から製造するための方法であって、曲面製品を金型内に入れることと、前記製品を高温高圧で圧縮することとを含む方法に関する。曲面防護物品は良好な耐衝撃特性を有し、実質的にしわがない。 (もっと読む)
多孔質シートの製造方法及びその製造方法により得られる多孔質シート
【課題】 表面平滑性及び通気性に優れ、かつ連続・長尺で製造可能な多孔質シートの製造方法及びその製造方法により得られる多孔質シートを提供する。
【解決手段】 本発明に係る多孔質シートの製造方法は、超高分子量ポリエチレン粒子を溶媒に分散させた分散液を作製する工程と、前記分散液をフィルム上に塗布して塗布層を形成する工程と、前記塗布層を焼成する工程と、前記塗布層に含まれる前記溶媒を除去する工程とを有することを特徴とする。
(もっと読む)
円筒芯体及びその再生方法、無端ベルトの製造方法
【課題】芯体として無端ベルト状の柔軟性基材を用いる場合でも、断面形状が高精度の円形になるよう保持することが可能な円筒芯体及びその再生方法、さらに、前記円筒芯体を用いた無端ベルトの製造方法の提供である。
【解決手段】剛性円筒体11の表面に樹脂フィルム12からなる中間層を有し、前記剛性円筒体に中間層を介して無端ベルト状の柔軟性基材13を嵌めてなり、前記樹脂フィルムの動摩擦係数が0.1以下である円筒芯体1である。
(もっと読む)
環状塗布装置、環状塗布方法、及び無端ベルトの製造方法

【課題】浸漬塗布よりも塗液の必要量が少なくて済む環状塗布を利用して、芯体を塗布しても、環状シール材が被塗布物である芯体の表面と擦れることによる磨耗を防止し、塗膜への磨耗紛の付着をなくすことが可能な環状塗布装置及び環状塗布方法を提供すること。
【解決手段】例えば、芯体昇降装置40により、芯体保持部材43及び塗布槽保持部材44で芯体10及び環状塗布槽20を一体的に保持しつつ、同期して上昇させるので環状塗布槽20における環状シール材23の穴23Aへの嵌め込み状態が変化しない状態、即ち常に環状塗布槽20の環状シール材23の穴23A周辺部が常に芯体10の上昇方向に湾曲した状態となり、環状シール材23の穴23A周辺部が芯体10の下降方向の力を受けることがなくなり、環状シール材23の磨耗が防止され、塗膜21Aへの磨耗粉の付着が防止されるほか、環状シール材が下向きに湾曲して塗液が漏れることもなくなる。
(もっと読む)
引き抜き成形法及び該方法によって製造される物品
本発明は、長繊維強化成形組成物の製造方法であって、以下の工程:
(a)張力下のマルチフィラメントの少なくとも一つのマルチフィラメントストランドを、表面を超えて送って(passing over a surface)、それにより、少なくとも一つのストランドにおいて、マルチフィラメントをばらばらにひろげて(spread apart)開かれたマルチフィラメントストランドを形成し;
(b)張力下の開かれた(opened)マルチフィラメントストランドを第1の含浸装置に導入し;
(c)第1の熱可塑性成形組成物を第1の含浸装置に導入し、ここで、第1の熱可塑性成形組成物は、少なくとも一つの熱可塑性ポリマー、熱可塑性ポリマーとマルチフィラメントの表面との間の共有結合の形成を触媒する少なくとも一つの触媒を含み、及び所望の場合には、触媒の活性に悪影響を与えない他の添加剤を含む;
(d)少なくとも一つの開かれたマルチフィラメントストランドに、可塑化された第1の熱可塑性成形組成物を含浸し;
(e)第1の含浸装置から形成された繊維強化ストランドをドローオフ(draw-off)し;
(f)繊維強化ストランドを第2のダイに送り;
(g)第1の熱可塑性成形組成物とは異なり、少なくとも一つの熱可塑性ポリマー及び添加剤を含む第2の熱可塑性成形組成物を第2のダイに導入し;
(h)繊維強化ストランドを、第2のダイにおいて可塑化された第2の熱可塑性成形組成物で被覆(sheathing)し;
(i)第2のダイから第2の熱可塑性成形組成物からなるシースを有する繊維強化ストランドをドローオフし;
(j)適当な場合には、第2の熱可塑性成形組成物からなるシースを有する繊維強化ストランドを、冷却し、成形し、ペレット化し、及び/又は更に加工する;
工程を包含することを特徴とする方法に関する。 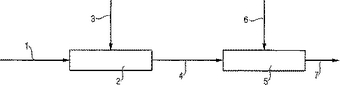 (もっと読む)
(もっと読む)
1 - 8 / 8
[ Back to top ]