
Fターム[4F205AH06]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 用途物品 (2,778) | 機械要素 (179) | 固定具(←蝶番、ボルト、ナット、ネジ) (7)
Fターム[4F205AH06]の下位に属するFターム
ファスナー (3)
Fターム[4F205AH06]に分類される特許
1 - 4 / 4
樹脂成形体である被締結部材に形成された締結用の貫通孔に配置される繊維強化複合材である補強部材及び貫通孔に補強部材が配置された被締結部材の締結構造
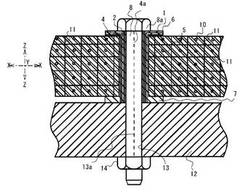
【課題】樹脂成形体である被締結部材に形成された締結用の貫通孔に繊維強化複合材である補強部材が配置される場合において、貫通孔周囲のクリープ変形を抑制することができる。
【解決手段】炭素繊維である芯糸2及び組糸3は組紐状組織に形成されている。繊維強化複合材である補強部材1は、貫通孔4に固定可能な円筒状の円筒部5及び、円筒部5の上端、下端から貫通孔4の半径方向外方に形成された円環状の第1フランジ部6及び第2フランジ部7からなる。繊維強化複合材である被締結部材10と金属材12はボルト8により締結されている。ボルトの頭部8aは第1フランジ部6に当接している。貫通孔4の内周面において、ボルト8と接触する領域に円筒部5が隙間なく配置されている。円筒部5において芯糸2は貫通孔4の軸4a方向に向きかつ少なくとも貫通孔4の一方の開口部から他方の開口部に亘って配向されている。
(もっと読む)
交絡ガラスストランドとその製造方法、及びガラス繊維強化樹脂引抜成形材

【課題】ボルト等のネジ材を構成する繊維強化樹脂複合材を製造する場合に、ネジ山の凹凸部を十分に補強でき、経済的に優れた製造原価で製造できるガラスストランドと、このガラスストランドを用いて得られるガラス繊維強化樹脂引抜成形材を提供する。
【解決手段】交絡ガラスストランドSは、2以上のガラスストランドが互いに交絡している交絡ガラスストランドであって、2以上のガラスストランドの番手の合計値に対する前記交絡ガラスストランドの交絡番手が3.0%以上18.0%以下の範囲内で大きく、かつJIS R3420(2006)に従う引張強度が100MPa以上である。交絡ガラスストランドSの製造方法は、ストランドの番手に対して、交絡番手が3.0%以上18.0%以下の範囲内で大きくなるように弛ませるものである。ガラス繊維強化樹脂引抜成形材は、本発明の交絡ガラスストランドSを体積百分率表示で30%から50%含有してなるものである。
(もっと読む)
有機マトリックス複合材から作られる構造部品を製造する方法、および得られる部品
本発明は、補強材(5、7)をその軸方向延長部(XX)に含むマンドレル(3)の上に繊維状材料のロービングを編組することによってプリフォームを形成する繊維構造体(9)を製造するステップと、プリフォームに有機樹脂を含浸させるステップと、この樹脂を硬化させるステップとを含み、前記補強材が、連結部材を収容するために軸(XX)に直角の軸を備えるボア(5’、V)を有する前記カバーを形成する、有機マトリックス複合材から作られる構造部品を製造する方法に関する。方法は、突出する複数突刺(30)が、前記ボア(5’、7’)の両側にあるそれの表面の少なくとも一部を覆って補強材(5、7)の中に組み込まれ、ロービングが前記突刺を取り巻いて少なくとも部分的に交差するように、編組が、突刺を取り巻いて行われることを特徴とする。  (もっと読む)
(もっと読む)
複合材料コネクティングロッドの作製方法
本発明は、互いに滑ることが可能なように重ね合わせて結合された複数の1次層から構成される複合繊維布帛から、対向する2つの縁部(112)を有するパターン(110)を切り抜く工程と、1次層が互いに滑って2つの縁部に面取り形状を付与するように、パターンをチューブに巻く工程と、面取り形状の縁部を重ね合わせて接合する工程とを含む、複合材料コネクティングロッドの作製方法に関する。  (もっと読む)
(もっと読む)
1 - 4 / 4
[ Back to top ]