
Fターム[4F207AG22]の内容
プラスチック等の押出成形 (29,461) | 一般形状、構造物品(用途物品優先) (3,480) | 部分(細部) (74) | 中部、胴部 (6)
Fターム[4F207AG22]に分類される特許
1 - 6 / 6
同軸ケーブル
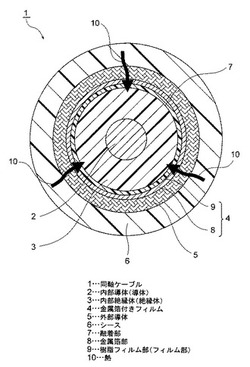
【課題】スリーブの挿入性向上を図るとともに冷熱衝撃による減衰量の低下防止を図ることが可能な同軸ケーブルを提供する。
【解決手段】同軸ケーブル1は、内部導体2を被覆する内部絶縁体3と、この内部絶縁体3を覆う金属箔付きフィルム4との間に、これらを融着により略密着状態にする部分を形成してなる。融着により略密着状態にする部分は、内部絶縁体3の軟化点よりも高い温度で押し出されるシース6の熱10を内部絶縁体3に伝えることにより形成される。具体的に、同軸ケーブル1は、シース6の押出成形に係る熱10が内部絶縁体3に伝わると、内部絶縁体3と金属箔付きフィルム4の樹脂フィルム部9との間に融着部7が形成される。
(もっと読む)
発泡電線用押出機

【課題】シリンダ内の発泡性ガスの停滞を抑制すると共にシリンダ内の押出材料の樹脂圧を適正に保ち、これにより発泡性ガス注入ノズルからの発泡性ガスの注入を適正且つ容易に行うことができる発泡電線用押出機を提供する。
【解決手段】ペレット状の押出材料5を混練すると共にシリンダ1の先端部に向けて移送し、その移送過程でシリンダ1内に発泡性ガス11を注入して、材料5と発泡性ガス11とを混練し、これにより形成されたペースト状の材料5をシリンダ1の先端部のクロスヘッド12に導き、クロスヘッド12を通して走行する芯線13上に材料5を押出被覆する発泡電線用押出機であって、発泡性ガス11の注入位置と押出機のクロスヘッド12間の異物除去用ブレーカープレート14の使用を廃止し、且つ、発泡性ガス11の注入位置と押出機のクロスヘッド12の芯線走行位置間の移送距離をブレーカープレート14を使用した場合よりも短くする。
(もっと読む)
偏肉樹脂シートの製造方法及び装置
【課題】ダイから押し出された樹脂シートをニップして型ローラから剥離するまでの間、樹脂シートの薄肉部分が型ローラから剥がれるのを効果的に抑制できると共に樹脂シートを型ローラから剥離する際に厚肉部分が剥離されにくくなることもない。
【解決手段】溶融した樹脂をダイからシート状に押し出す押出工程12と、押し出した樹脂シートを型ローラとニップローラとでニップして偏肉成形しながら冷却して固化する成形冷却工程14と、型ローラから剥離した樹脂シートを徐冷する徐冷工程16と、を備え、樹脂シート幅方向のシート厚みに偏りのある偏肉樹脂シートを製造する方法において、成形冷却工程14には、シート厚みに偏りのある偏肉樹脂シートの薄肉部分A2と厚肉部分A1とのうち、薄肉部分A2に対応する型ローラ46の表面部分のみをニップ位置直前において部分加熱する加熱手段47を設けた。
(もっと読む)
波形可撓管の製造方法及びその製造装置と波形可撓管
【課題】隔壁がありながら可撓性が良好で製作性と製品品質の向上を図った波形可撓管の製造方法及び製造装置とこれで製造された波形可撓管を提供する点にある。
【解決手段】成型経路部B1の上手側に配備された第1ダイス5の第一樹脂押出口5Aから連続して筒状の未硬化の管壁用樹脂4Aを押し出し、それを両分割型3A,3Bの半周壁成型面3a,3bに密着させることにより、大径管壁部1Aと小径管壁部1Bとこれらを繋ぐ側壁部1Cを備えた波形可撓管1を形成し、第2ダイス6に形成された第二樹脂押出口6Aから連続して押し出される未硬化状態の隔壁用樹脂4Bを、半周壁成型面3a,3bに密着して未硬化状態にある波形可撓管1内を横断する状態でそれの小径管壁部1Bの内周面又は小径管壁部1Bの内周面とこれに連続する側壁部1Cの内周面の一部に亘る部位に融着又は融合して、管内を区画する隔壁2を形成する。
(もっと読む)
直線一溝スペーサの製造方法
【課題】経済的に高精度のスペーサを得ること。
【解決手段】直線一溝スペーサの製造方法は、一端が外方に開口した光ファイバテープなどの通信ないしはセンサ材の収納担持用溝が、長手方向に沿って直線状に延設されたスペーサ本体10aを備え、スペーサ本体10aを合成樹脂の押出し成形により、所定断面形状に形成する。スペーサ本体10aの形成用樹脂を押出し機18で押出す際に、その中央部に引張り材12を挿通させて、その外周に合成樹脂を押出して、これを冷却槽20で固化させてスペーサ本体を形成し、その後に、剥離装置22を用いて、引張り材12をスペーサ本体10aから分離させて、溝に一端が連なる連通孔を形成する。
(もっと読む)
開放チャネル形のプラスチック押出し装置及び方法
本発明は、プラスチック材料の開放チャネル形押出し品に関する。一特徴では、開放したチャネルを有する細長い管を形成する第1のプラスチック材料を押出し成形し、開放チャネルを充填する第2のプラスチック材料を押出し成形し、第2のプラスチック材料が、第1のプラスチック材料と弱い結合部を形成し、次に、弱い結合部が、第1のプラスチック材料の開放チャネルを出現させるよう選択的に破られ又は溶かされることによって、開放チャネル形チュービングを形成する。第1のプラスチック材料と第2のプラスチック材料は、互いに異なっており、各プラスチック材料は、ポリエステル、ポリエチレン、ナイロン、ポリウレタン、HDPE、プラスチックエラストマー(TPE)及びクラトン(Kraton)のうち少なくとも1つから成る。第1のプラスチック材料及び第2のプラスチック材料は好ましくは、ほぼ同時に押出し成形される。別の特徴では、第1のプラスチック材料及び第2のプラスチック材料のうち少なくとも一方に、第1のプラスチック材料と第2のプラスチック材料との間に弱い結合部を形成するよう添加剤をドープするのがよい。本発明の方法は、第2のプラスチック材料を第1のプラスチック材料から機械的に剥ぎ取り又は除去する段階、化学溶剤を用いて第2のプラスチック材料を化学的に溶解させる段階、又は第2のプラスチック材料を熱溶融法で分離する段階を更に含むのがよい。第2のプラスチック材料を第1のプラスチック材料から機械的に剥ぎ取り又は除去する段階は、押出し成形された細長い管を加圧し又は排気する段階を更に含むのがよい。第2のプラスチック材料を化学的に溶解させるため、第1のプラスチック材料は、アラミドプラスチックを含むのがよく、第2のプラスチック材料は、スチレンプラスチックを含むのがよく、化学溶剤は、アセトン又はMEKであるのがよい。耐熱性及び耐寒性プラスチックを用いると、熱溶融法でこれらを分離させることができる。 (もっと読む)
1 - 6 / 6
[ Back to top ]