
Fターム[4F207AM36]の内容
プラスチック等の押出成形 (29,461) | 成形装置、成形操作のその他の特徴 (274) | 特有の成形不良の防止技術 (94) | ウエルドライン防止、スパイダーマーク防止(←ゲート跡、フローマーク) (7)
Fターム[4F207AM36]に分類される特許
1 - 7 / 7
インフレーションフィルム成形用ダイ
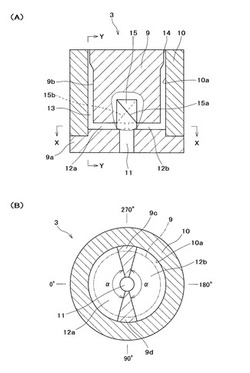
【課題】溶融樹脂をチューブ状のフィルムにして押出成形するインフレーションフィルム成形用ダイにおいて、偏肉やウェルドマークのないフィルムを製造できるようにする。
【解決手段】溶融樹脂の流路として、マンドレル9の軸芯部に形成される流入口11からマンドレル9の外周面9bに向かって扇状に拡がる二本の分配路12a、12bと、マンドレル9の外周面9bとダイ本体10の内周面10aとの間に形成され、上部に環状のリップ14が形成される筒状流路13とを設けると共に、二本の分配路12a、12bから筒状流路に流れた溶融樹脂の合流部に、マンドレル9の半径線に対して傾斜状の仕切板15を設けた。
(もっと読む)
押出ダイヘッド

【課題】押出成形を長時間連続して行うにあたり、その吐出口にメヤニが発生するのを抑止することができる押出ダイヘッドの提供を目的とする。
【解決手段】押出機によって溶融混練された樹脂材料が押し出される吐出口3が形成されたシェル2に、吐出口3の周縁に沿ってその周りを囲んで配設される開口部7が形成された板状のシェルチップ6を着脱可能に取り付けるとともに、少なくともシェルチップ6に形成された開口部7の内周に沿って、非粘着性のコーティングを施す。
(もっと読む)
押出成形金型
【課題】熱可塑性樹脂の流れを制御し、シームレス製品の品質を安定させることのできる押出成形金型を提供すること。
【解決手段】押出成形金型は、周面3を有する軸状のマンドレルを、シリンダ状のダイボディーに挿入し、マンドレルとダイボディーとの間隙に供給される熱可塑性樹脂を、マンドレルの一端から他端へ向かう押出方向Fに導くものである。マンドレルの周面3には、導入路17と複数のスパイラル溝19とが形成されている。導入路17は、親通路171と親通路171から2つに分岐する子通路172とを含み、子通路172の通路面積は、親通路171の通路面積を二等分した面積と等しくされている。
(もっと読む)
アクリルフィルムおよびその製造方法、並びに、偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置
【課題】膜厚が薄く、ダイライン、表面粗さおよびフィルムシワが良好なアクリルフィルムおよびその製造方法を提供する。さらに、これを用いた光もれが起き難い偏光板、光学補償フィルム、反射防止フィルム、およびこれらを用いた液晶表示装置を提供する。
【解決手段】ガラス転移温度(Tg)が100℃以上のアクリル系樹脂を含有し、膜厚が20〜60μmであり、ダイラインの高さ及び深さが50nm以下であり、表面粗さ(Ra)が0.005μm〜0.2μm以下であり、かつシワ高さが5mm以下であることを特徴とするアクリルフィルム。
(もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】ダイラインの発生を極めて抑制することが可能な熱可塑性樹脂フィルムの製造方法を提供する。
【解決手段】熱可塑性樹脂フィルムの製造方法は、マルチマニホールドダイ1を用いて、溶融された二種以上の熱可塑性樹脂をフィルム状に押し出すことにより、多層の熱可塑性樹脂フィルムを製造する方法である。マルチマニホールドダイ1は、各マニホールド10とそれぞれ連通する各樹脂流路18と、一端が、樹脂流路18のうちマニホールド10とは離れた側の端部とそれぞれ連通し、他端が、溶融樹脂を外部に吐出する吐出口20と連通する合流流路22とを有する。隣り合う樹脂流路28の間に位置する壁部28の、合流部24に向かう先端部分30には、セラミックス膜32が設けられている。
(もっと読む)
チューブラフィルムを製造するためのフィルムブロー成形型
本発明は、熱可塑性プラスチック製のフィルムブロー成形チューブを製造するためのフィルムブロー成形型に関する。従来のフィルムブロー成形型ではフィルム上に不透明な縞、波状領域又は螺旋状縞が生じる。この不利なフィルム特性を回避するために、フィルムブロー成形型の中心軸の周りに同心に配置された複数の環状スリット状の溶融体通路(9,10,11)と、フィルムブロー成形型の中心軸を基準にして内側の境界壁面に設けられた内側溶融体通路の螺旋分配器(8)と、フィルムブロー成形型の中心軸を基準にして外側の境界壁面に設けられた外側溶融体通路の螺旋分配器(6)とを有している。  (もっと読む)
(もっと読む)
押出成形方法及び押出成形装置
【課題】 ジョイントマークが存在しない均一組成のゴムロール及びゴムチューブを作製することが可能な押出成形装置を提供することを目的とする。
【解決手段】 単層または多層のゴムロールもしくはゴムチューブを成形するための押出成形装置において、ゴムコンパウンドを円筒状に継ぎ合せるための案内通路と、前記円筒状に継ぎ合わされたゴムコンパウンドの径を縮めるための縮径加工通路と、前記縮径加工通路を通過した円筒状ゴムコンパウンドに加圧成形を施すためのダイス部18とを具備し、前記案内通路内あるいは前記縮径加工通路内に、円筒状ゴムコンパウンドの円周方向に沿って回転することにより前記円筒状ゴムコンパウンドを攪拌する攪拌手段11を配置したことを特徴とする。
(もっと読む)
1 - 7 / 7
[ Back to top ]