
Fターム[4F207AP15]の内容
プラスチック等の押出成形 (29,461) | 検出量又は監視量 (342) | 電流、電圧 (6)
Fターム[4F207AP15]に分類される特許
1 - 6 / 6
樹脂可塑化装置及び樹脂可塑化装置の運転方法
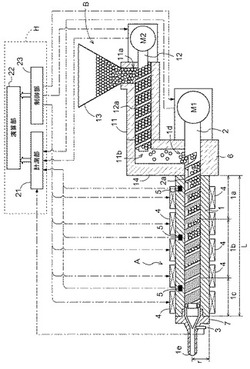
【課題】原料樹脂の発熱の発生を解消できる樹脂可塑化装置を提供する。
【解決手段】シリンダ1と、シリンダ1の内部に設けられ、シリンダ1の基端側から供給された原料樹脂を混合しつつ該シリンダ1の先端側に搬送するスクリュー2と、シリンダ1の外周部に設けられ、原料樹脂を可塑化するヒータ4と、シリンダ1の外周部と内周部との間に設けられ、シリンダ1を径方向に通過する熱流束量を検出する熱流束センサ5と、ヒータ4の供給熱量及びシリンダの熱流束量に基づいて原料樹脂の搬送に際して発生する発熱量を演算する演算部22とを備える。
(もっと読む)
押出機加熱方法及び装置

【課題】本発明は、シリンダに設けた電熱ヒータを二重冗長系とし、一方の常用ヒータが断線した場合、他方のスタンバイヒータに切り替え、押出機の押出動作を継続することを目的とする。
【解決手段】本発明による押出機加熱方法及び装置は、シリンダ(1)に設ける電熱ヒータ(4)を二重冗長系としての常用ヒータ(5)とスタンバイヒータ(6)で構成し、常用ヒータ(5)が断線した場合、切り替え回路(7)によってスタンバイヒータ(6)に切り替えることにより継続して押出機(2)の押出動作を継続することができる方法と構成である。
(もっと読む)
混練押出機の起動装置及び起動方法
【課題】 混練押出機の主電動機の起動に必要とされる始動電流を大幅に低減する。
【解決手段】本発明の混練押出機2の起動装置1は、混練スクリュ4を駆動回転させる主電動機3に対して設けられ、主電動機3とは別に主電動機3の動力軸7を介して混練スクリュ4を駆動回転させる起動用電動機8を有する駆動手段9を備えており、起動用電動機8は定格出力が主電動機3よりも小さいものであり、駆動手段9は、主電動機3を起動する時に、混練スクリュ4の回転速度をゼロから通常の運転速度に至る途中の状態まで予め加速させておくべく、起動用電動機8の動力を増幅して動力軸7に伝達する加速動力伝達部12を有していることを特徴とするものである。
(もっと読む)
2軸押出機用駆動装置及びその駆動方法
【課題】 要求される出力を主モータと副モータで分割し、押出機としての低容量運転域での効率を上げ、ランニングコストを抑える。
【解決手段】 2軸押出機に用いられる2軸押出機用駆動装置において、主モータ12と該主モータと異なる副モータ11とを直列接続して、減速装置13に駆動力を伝達するように構成した。
(もっと読む)
微粒子含有熱可塑性樹脂組成物の製造方法
【課題】導電性微粒子を配合された熱可塑性合成樹脂組成物に通電することによって、電気抵抗の変動が起こることがある。この電気抵抗の変動の程度は、熱可塑性合成樹脂組成物の電気抵抗を測定し、初期状態の部品の電気抵抗を一定に管理していても、おおきくばらついてしまう。このため、通電後の抵抗変動の安定した導電性の微粒子を配合された熱可塑性合成樹脂組成物を製造する方法を提供する。
【解決手段】熱可塑性樹脂組成物を押し出し成形装置により連続的に溶融押出し、冷却固化させ熱可塑性樹脂組成物を生産する方法において、固化した熱可塑性組成物の成形物に交流電圧を印加し、その際の流れる電流の実効値、および流れる電流と印加電圧との位相差を測定し、押し出し成形装置のスクリュー回転数と成形温度のいずれか一方、あるいは両方を制御し、熱可塑性樹脂組成物を生産する。
(もっと読む)
熱変位式自動Tダイの制御方法
【課題】 温度制御ループと厚さフィードバック制御ループとからなる熱変位式自動Tダイのカスケード制御方法において、温度制御ループを過去のヒータ制御出力値とこれに基づく周囲への放熱温度とから、ダイボルトの温度すなわちヒータ制御出力値を予測する仮想温度制御ループとして構成し、簡便かつ適正にプラスチックシート等のプロファイル制御を行うことができる熱変位式自動Tダイの制御方法を提供する。
【解決手段】 成形品の厚さデータをプロファイル処理して目標プロファイルを修正して適正なリップ間隙を得るダイボルトの温度設定および変更を行う演算処理を行う厚さフィードバック制御ループに対し、ダイボルトに取付けたヒータの制御出力値とこれに基づく周囲への放熱温度とから適正なダイボルトの温度となるヒータ制御出力値を予測演算する仮想温度制御ループを設けるとともに、その仮想温度制御ループに任意の連続したダイボルトグループ区分毎に設けたダイボルト温度出力を補正演算して出力した後、カスケード制御する。
(もっと読む)
1 - 6 / 6
[ Back to top ]