
Fターム[4F208LJ06]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品等の供給 (743) | その他の材料の供給(←マスキング材等の) (6)
Fターム[4F208LJ06]に分類される特許
1 - 6 / 6
制御されたパラメータ選択で容器を取り扱うためのプラントを稼働する方法および装置
【課題】誤った設定や間違った製品を選択しないで、飲料容器の製造の間に型の変更を容易に行うことができるプラント稼働方法および装置を提供する。
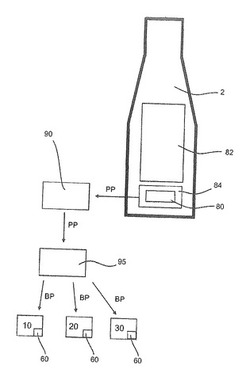
【解決手段】容器2の取り扱いのためのプラントを稼働する方法であって、容器2は、プラントの第1取り扱いユニットによって、事前設定された取り扱いパラメータBPで取り扱われる。これらの取り扱いパラメータBPは、少なくとも一部を、取り扱われる容器2の製品パラメータPP(容器の特性)に少なくとも一部依存して、変更することができる。容器2の少なくとも1つの製品パラメータPPの特性が、その容器2に関連付けられた認識マーク80を検出することで決定されるともに、少なくとも1つの取り扱いパラメータBPが、この特徴的な製品パラメータPPに基づいて変更される。
(もっと読む)
インモールドラベル付き合成樹脂製製品

【課題】 本発明は、インモールドラベル付き合成樹脂製製品において、インモールドラベルを利用して、模倣品に係る判別機能を発揮させることにより、簡便に模倣品を判別して、模倣品の流通を阻止することを目的とする。
【解決手段】 合成樹脂製製品の本体壁2の表面に貼着されたインモールドラベル3の一部に、目視可能な加飾層6とは別に、偏光機能を有する偏光機能層8を設け、この偏光機能層8からの光の視認により模倣品を判別する。
(もっと読む)
ポリエチレン系樹脂発泡ブロー成形体の製造方法およびポリエチレン系樹脂発泡ブロー成形体
【課題】高発泡倍率で、耐熱性、低温脆性、均一な厚みのポリエチレン系樹脂発泡ブロー成形体を提供する。
【解決手段】下記の条件のポリエチレン系樹脂(I)20重量%〜100重量%と物理発泡剤とを溶融混練して押出した発泡パリソンをブロー成形する。(A)密度0.935g/cm3以上、(B)190℃の溶融張力1cN以上、(C)190℃、荷重2.16kgでのメルトフローレイト1g/10分以上、(D)DSC法により、23℃から10℃/分の昇温速度で200℃まで加熱後、10℃/分の降温速度で23℃まで冷却し、再び10℃/分の昇温速度で200℃まで加熱して得られるDSC曲線における全融解熱量の1/4の熱量と、23℃から10℃/分の昇温速度で160℃まで加熱し、160℃で3分保持後、結晶化温度+3℃の温度まで50℃/分の降温速度で冷却した時のDSC曲線の等温結晶化熱量とが等しくなる等温結晶化時間が、45秒以上。
(もっと読む)
プラスチックボトルのブロー成形方法
【課題】一側部に軸心方向に凹む凹部、及び該凹部に把手を有する異形の形状であっても、耐久性のあるプラスチックボトルが成形できるプラスチックボトルのブロー成形方法を得る。
【解決手段】有底筒状に成形された一次成形品(10)の口部(10b)を金型の空気吹き出し部(13)に接続し、前記一次成形品(10)の口部(10b)を除く全域を成形温度に加熱した後、製品の把手保持部(2b)となる一次成形品(10)の周壁(10d)に冷却体(15)を当接させて該周壁(10d)を所定量温度降下させ、一側に軸心方向に突出する凹部成形部(16a)及び該凹部成形部(16a)の基部に棒状の把手(4)を配置した成形型(16)を設け、該成形型(16)を前記一次成形品(10)に嵌合させるとともに、その凹部成形部(16a)を前記温度降下させた一次成形品(10)の周壁と対面させ、前記凹部成形部(16a)の軸心方向突出端部を加熱しつつ、一次成形品(10)に圧縮空気を供給してこれを膨らませる。
(もっと読む)
飾り用模擬果実
【課題】 お供え餅の飾りとなる中空状の飾り果実本体に、その蔕部材を簡単、確実に一体化し、両者が分離、解体されないようにする。
【解決手段】 中空状の飾り果実本体1と、葉を模した葉部12を突設させて枝柄を模した柄部11からなる蔕部材10とから成る。また、飾り果実本体1の外側面に突設した連結突起2に被さるように嵌め合わせる連結孔16を柄部11に、また飾り果実本体1に開口形成した嵌込孔3に嵌め入れる嵌入ピン17を葉部12に夫々設けて成る連結手段15を備える。飾り果実本体1はブロー成形にて形成し、嵌込孔3はブロー成形時の圧縮空気の吹き込み部位として構成する。また連結手段15の柄部11下端に飾り果実本体1の外側面に当接する飾り蔕部18をフランジ状に形成する。
(もっと読む)
可撓管電線管の製造方法及び製造装置
【課題】 長距離の配管をし、また曲げ部分が多数含まれている場合であっても、通線性に優れた可撓管電線管の製造方法及び製造装置を提供する。
【解決手段】 加熱手段によって合成樹脂材料を溶融状態にし、ダイノズル2とその管内に填装された内リップ部材3との間隙を通して管状部材に成形した後、複数の成形型90がシャトルループ駆動するモールドトラックに供給して、ブロー成形又はバキューム成形により複数の凹部1aa及び凸部1abを有する管本体1を連続押出成形すると共に、内リップ部材3の内側を通して潤滑剤を供給し、凹部1aa及び凸部1abを成形する際に、前記管本体3の内壁に当接する潤滑剤供給部より、凸部1abに潤滑剤を付着させることを特徴とするものである。
(もっと読む)
1 - 6 / 6
[ Back to top ]