
Fターム[4F209AM35]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 成形装置、成形操作のその他の特徴 (348) | 特有の成形不良の防止技術 (114) | そり防止 (7)
Fターム[4F209AM35]に分類される特許
1 - 7 / 7
樹脂成形品矯正装置
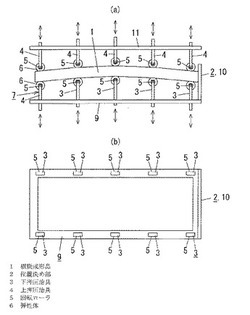
【課題】上押圧治具、下押圧治具の破損が抑制でき、所定の押さえ矯正が継続して実施可能となる。
【解決手段】成形後の冷却の際に収縮差により片面側が凸となるように反る成形直後の樹脂成形品1を矯正するための樹脂成形品1矯正装置である。前記樹脂成形品1を平面視で位置決めするための位置決め部2と、この位置決め部2で位置決めされた状態の前記樹脂成形品1を下から押し上げ支持する上下移動自在な複数の下押圧治具3と、前記樹脂成形品1を上から押圧するための上下移動自在な複数の上押圧治具4とを備える。前記下押圧治具3と上押圧治具4の各先端部に回転ローラ5を備える。下押圧治具3の回転ローラ5と上押圧治具4の回転ローラ5で前記成形直後の樹脂成形品1の上下面をそれぞれ押圧して冷却時の収縮差による反りと逆の矯正用変形を与える。
(もっと読む)
積層フィルムのカール矯正方法及び装置、並びに積層フィルムの製造方法

【課題】オレシワの発生を防止しつつ、積層フィルムを製造する。
【解決手段】紫外線硬化性材料を含む液を支持フィルムに塗布する。液からなる膜を支持フィルムの表面に形成する。膜に紫外線を照射する。紫外線の照射により、膜を有する支持フィルムは、支持層11とハードコート層12とを有する積層フィルム10となる。得られた積層フィルム10は、ハードコート層12が内側となるようにカールしている。カール状態の積層フィルム10を予熱ケーシング56、蒸気接触ケーシング57へと順次導入する。蒸気接触ケーシング57において、蒸気送出機72は、スリット76から蒸気71を積層フィルム10にあてる。搬送ローラ27とスリット76との間隔CL1は、100mm以上となっている。
(もっと読む)
曲げ加工可能な光透過型電磁波シールド積層体およびその製造方法
【課題】高温の曲げ加工条件においても、接着層の揺らぎを最小限に抑え、変形および反りや剥離を生じない曲げ加工性に優れた光透過型電磁波シールド積層体を提供する。
【解決手段】
電磁波シールド層の片側または両側にポリカーボネート基材を積層してなる厚さ0.1mm〜30mmの積層体を遠赤外線ヒーター加熱装置により上下両側から放射加熱して曲げ加工する方法において、曲げ加工部の加熱幅を(1)式に示す範囲で選択加熱し、表面温度差を20℃以内に制御して140℃〜185℃に加熱したシールド積層体を曲率半径10mm以上の曲面に曲げ加工することにより、接着層の揺らぎを最小限に抑え、反りや剥離を生じない曲げ加工性に優れた光透過型電磁波シールド積層体を得ることが出来る。
加熱幅=2πR×(180°−X°)/360°×Y (1)
ここで、πは円周率、Rは曲率半径、Xは曲げ加工角度(内角)、Yは係数(1.35≦Y≦4.15)を示す。
(もっと読む)
曲げ加工可能な光透過型電磁波シールド積層体およびその製造方法
【課題】高温の曲げ加工条件においても、接着層の揺らぎと残留歪みを最小限に抑え、変形及び反りや剥離を生じない曲げ加工性に優れた光透過型電磁波シールド積層体の提供。
【解決手段】
電磁波シールド層の片側又は両側にポリカーボネート基材を積層してなる厚さ0.1mm〜30mmの積層体を遠赤外線ヒーター加熱装置により上下両側から放射加熱して曲げ加工する方法において、上段ヒーターは全面加熱し、下段ヒーターは曲げ加工部の加熱幅を(1)式に示す範囲で選択加熱し、表面温度差を20℃以内に制御して140℃〜185℃に加熱したシールド積層体を曲率半径10mm以上の曲面に曲げ加工することにより、接着層の揺らぎと残留歪みを最小限に抑え、変形及び反りや剥離を生じない曲げ加工性に優れた光透過型電磁波シールド積層体を得ることが出来る。
加熱幅=2πR×(180°−X°)/360°×Y (1)
ここで、πは円周率、Rは曲率半径、Xは曲げ加工角度(内角)、Yは係数(1.35≦Y≦4.15)を示す。
(もっと読む)
微細パターン転写用型、微細パターン転写用型の製造方法及び転写方法
【課題】型の一方の面に形成されている微細パターンが被成型品に転写されない現象が発生することを防止できる微細パターン転写用型を提供する。
【解決手段】被成型品11に転写するための微細パターンPを一方の面21aに形成し、且つ、一方の面21aと反対側の他方の面21bを平坦に形成した型21と、微細パターンPを被成型品11に転写するときに被成型品11から受ける反力によって型21に生じる第1の反りに対して相殺する方向の第2の反りを型21に予め付与するために、型21の他方の面21b上に加熱した状態で接着した後に冷却して収縮により型21と共に湾曲させた反り補正板22と、を一体的に備えたことを特徴とする微細パターン転写用型20を提供する。
(もっと読む)
ナノインプリント用スタンパの製造方法
【課題】スタンパの打ち抜き加工の際、スタンパの切断面にバリが全く発生しないこと。
【解決手段】スタンパ原盤12が、下敷部材10を介して固定側打ち抜きダイ20の刃部20Bに載置された後、押出プレート14により押圧された状態で、スタンパ原盤12が、可動側打ち抜きダイ18の刃部18Eで下敷部材10とともに剪断されるもの。
(もっと読む)
樹脂シートの製造方法
【課題】比較的厚肉の樹脂シートの場合であっても、成形後の板反りが小さく、所望の断面形状を得ることができ、特に、各種表示装置の背面に配される導光板や各種光学素子に使用するのに好適な樹脂シートの製造方法を提供する。
【解決手段】ダイ12押し出したシート状の樹脂材料14を型ローラ16と型ローラに対向配置されるニップローラ18とで挟圧し、型ローラ表面の凹凸形状を樹脂材料に転写し、転写後の樹脂材料を型ローラに対向配置される剥離ローラ24に巻き掛けることにより型ローラより剥離し、剥離ローラの下流において、アニール処理を施し樹脂材料の内部歪を180nm/cm以下に低減させる。
(もっと読む)
1 - 7 / 7
[ Back to top ]