
Fターム[4F210AQ01]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 検出手段の特徴 (13) | 光学的手段 (8)
Fターム[4F210AQ01]に分類される特許
1 - 8 / 8
樹脂フィルム特性評価装置
【課題】延伸中の樹脂フィルムの特性をその場で適切に評価できる樹脂フィルム特性評価装置を提供する。
【解決手段】樹脂フィルムを延伸しつつ、樹脂フィルムの特性を評価する樹脂フィルム特性評価装置であって、樹脂フィルムを2軸以上に同時延伸可能なフィルム延伸手段と、延伸中の樹脂フィルムに対して電磁波を照射する電磁波照射手段と、樹脂フィルムを透過した電磁波を検出する検出手段とを備え、検出手段の検出結果に基づいて樹脂フィルムの特性を評価する。
(もっと読む)
結晶性樹脂の状態変化の観測方法および観測装置

【課題】溶融状態の結晶性樹脂が結晶化して固化する状態変化を容易かつ簡便に観測できる結晶性樹脂の状態変化の観測方法および観測装置を提供する。
【解決手段】本発明の結晶性樹脂の状態変化の観測方法は、溶融状態から固化状態に状態変化している結晶性樹脂にレーザ光L1を入射させ、前記結晶性樹脂を通過したレーザ光L2に基づいて画像を作成し、該画像により結晶性樹脂の状態変化を観測する。
(もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】平均反射率90%以上のフィルムにおいて、フィルム端部(エッジ)の厚みプロファイルの管理を行うことによって、フィルム製造中の破れを抑制したフィルムの製造方法を得る。
【解決手段】平均反射率90%以上の熱可塑性樹脂フィルムであって、該フィルムの表面と裏面から変位センサを用いて、フィルムまでの距離を測定することによって、フィルム端部の厚み測定を行うことで、フィルム端部の厚みプロファイルを管理する工程を有することを特徴とする、熱可塑性樹脂フィルムの製造方法。
(もっと読む)
光学フィルムの製造方法、及び製造装置
【課題】 溶融流延製膜法による光学フィルムの製造方法において、冷却ロールとタッチロールで挟圧された未延伸フィルムを延伸する前の段階で、未延伸フィルムを、互いに直交する2枚の偏光板同士の間を通過させて、未延伸フィルムの透過光をクロスニコル状態で観察し、流延スジの発生の有無を確認することにより、次の延伸工程でフィルムに発生する縦スジを、事前に予測し、光学フィルムの生産性を向上し得る、光学フィルムの製造方法、及び製造装置を提供する。
【解決手段】 光学フィルムの製造方法は、未延伸フィルムを縦方向および/または横方向に延伸する前の段階で、未延伸フィルムを、互いに直交する2枚の偏光板同士の間を通過させて、未延伸フィルムの透過光をクロスニコル状態で観察する工程を具備している。延伸前の観察工程において、未延伸フィルムの透過光をクロスニコル状態で観察し、流延スジの発生の有無を確認することにより、次の延伸工程でフィルムに発生する縦スジを、事前に予測する。
(もっと読む)
シート端検出装置
【課題】シート端の位置を安価に検出するシート端検出装置を実現することを目的とする。
【解決手段】フォトセンサを用いてシート状物体の端部を検出するシート端検出装置において、前記シート状物体の一方の面に配置された一つの発光素子と、前記シート状物体の他方の面に配置された分割受光素子と、該分割受光素子からの複数の出力信号を入力するとともに基準値調整手段手段からの基準値を入力する比較回路と、前記シート状物体を挟み前記発光素子と分割受光素子を搭載するセンサアームと、該センサアームをシート状物体の幅方向に駆動させる駆動装置を具備し、
前記比較回路は前記分割受光素子のそれぞれの出力と前記基準値調整手段手段からの基準値を比較し、その比較結果に基づいて前記駆動装置に駆動指令を出力する。
(もっと読む)
チャネル遮蔽材を使用するウェブ横断熱分配システム及び方法
高分子フィルム(20)のウェブ横断厚さプロファイルを制御するためのシステム及び方法が開示される。熱分配領域内のフィルムに選択的に熱分配を提供するためのウェブ横断熱分配システム(150a、150b、150c)が開示される。ウェブ横断熱分配システムには、熱分配領域に近接する少なくとも1つの加熱要素(160)が含まれる。加熱要素がフィルムに熱を提供し、一方、複数のチャネル遮蔽材(170)は、熱の少なくとも一部が前記フィルムに到達することを選択的に阻止する。 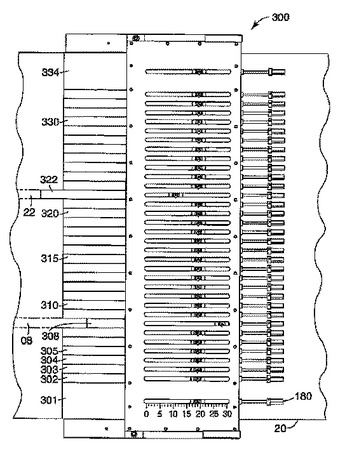 (もっと読む)
(もっと読む)
再配置可能なヒーターを使用するクロスウェブ熱分配システムおよび方法
高分子フィルムのクロスウェブ厚さプロファイルを制御するシステムおよび方法が開示される。熱分配領域におけるフィルムへの熱の選択可能な分配を提供するクロスウェブ熱分配システムが開示される。クロスウェブ熱分配システムは少なくとも1つの選択可能な再配置可能な加熱素子(260a〜e)を備える。 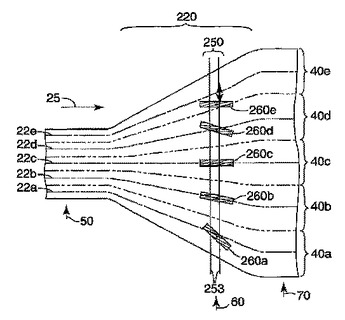 (もっと読む)
(もっと読む)
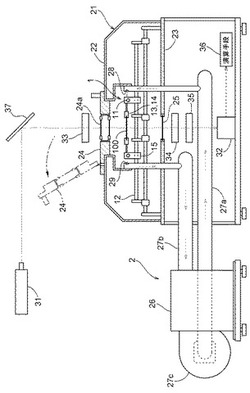
溶液製膜方法及び設備
【課題】厚みと光学特性との幅方向における不均一性を改善し、長期連続製造する。
【解決手段】連続走行する流延バンドから剥がされたフィルム66を渡り部で乾燥した後、テンタで延伸しながら乾燥する。乾燥は送風ダクト112,113からの送風による。送風ダクトは、フィルム66の幅方向で3つの第1〜第3ダクト部152〜155に区画され、送風条件が送風コントローラ159により独立制御される。テンタの直前のフィルム66の厚みを幅方向に沿って第1厚み測定機115により測定するとともに、乾燥後のフィルム66の厚みを幅方向に沿って第2厚み測定機133により測定する。送風コントローラ159がこれら厚み測定機115,133の各データに基づいて溶媒残留量を算出し、送風条件が制御される。
(もっと読む)
1 - 8 / 8
[ Back to top ]