
Fターム[4F210QD15]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 延伸成形−延伸条件・方法 (2,025) | 特定温度条件下での延伸 (341) | 溶融、半溶融状態下 (4)
Fターム[4F210QD15]に分類される特許
1 - 4 / 4
熱可塑性材料からフィルムウェブを形成するための方法および装置、ならびにそれにより形成されるフィルム
【課題】従来技術を改良する、あるいは従来技術に対して代替形態を提供する。
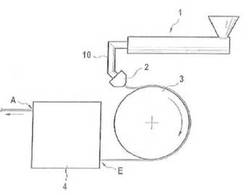
【解決手段】熱可塑性材料でできたフィルムウェブを形成するための方法および装置に関し、熱可塑性材料が、プラスチック溶融物として押出し方向にワイドスリットノズル2から少なくとも1つの層に押し出され、その後、少なくともローラ3の上を先に進むように誘導され、押出し方向、および押出し方向に対して横向きに張力が行使されることで、フィルムウェブを長手方向と横方向に延伸させ、張力を押出し方向、および押出し方向に対して横向きに加える際のフィルムウェブの温度は、少なくともその溶融温度に相当する。
(もっと読む)
位相差フィルムの製造方法

【課題】高い遅相軸方向精度をもった位相差補償フィルムを提供する。
【解決手段】 横延伸フィルム1を、連続的に5.0m/minの一定巻き出し速度で巻き出しながら、上流側ニップロールと下流側ニップロール間に設置された延伸装置内に搬送した。延伸装置は図1に示すように、一対の上流側ニップロール2,2と一対の下流
側ニップロール3,3との間の空間を上流側から順次、予熱ゾーン4、縦延伸ゾーン5、
冷却ゾーン6の3ゾーンに区画し、さらに縦延伸ゾーン5を長さ2mの上流縦延伸区画5aと長さ2mの下流縦延伸区画5bの2つに区画し、これらのゾーン内に横延伸フィルム1を順次、連続的に通過させた。予熱ゾーン4、上流縦延伸区画5a、下流縦延伸区画5b、冷却ゾーン6内の温度をそれぞれ、横延伸フィルムの温度が155、163、162、110℃になるように調整して、縦延伸倍率1.15にて横延伸フィルムを縦延伸した。こうして位相差フィルムを得た。
(もっと読む)
模造イ草製造法
【課題】熱可塑性合成樹脂フィルムで形成したテープ原糸を収束成型ノズルで加熱成型して、シース、コア、タイプの模造イ草とする方法に於て、収束成型時に、融着斑を抑制して断面真円に成型し、成型後の熱膨張アニーリングによる形態整形処理を省略し、製造の画期的な合理化を図る。
【解決手段】長手方向に延伸した熱可塑性合成樹脂フィルムのテープ原糸12を、加熱された収束成型ノズル15に導通し、ノズルの絞り部15Mに配置した空気抜き孔15Pを介して、テープ原糸12と共に喰い込んだ余剰空気を放出して、ノズル成型部15D内での空気爆発を抑制しながら成型し、芯部22Cの外周に融着表皮22Sを供えたイ草原糸17とし、該イ草原糸17を冷却槽19を経由して引取りロール20,21で製品模造イ草22として引取る。
(もっと読む)
熱収縮包装用フィルム
【課題】 ミシン目カット性に優れ、直線引裂性を有する熱収縮性ポリエステルフィルムを提供する。
【解決手段】 共重合ポリエステルに非相溶なポリエーテルエステルエラストマーが共重合ポリエステル中に細長い島状に分散した構造を有する延伸されたフィルムであって、ヘーズが20%以下であり、80℃の温水中で10秒間処理した際の温湯中収縮率が主収縮方向に35%以上であるとともに主収縮方向と直角方向に10%以下であり、長手方向に直線引裂性を有することを特徴とする易引裂性の熱収縮包装用フィルム。
(もっと読む)
1 - 4 / 4
[ Back to top ]