
Fターム[4F210QN04]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 圧延延伸に特有の装置・操作 (104) | ロールによる圧延 (48) | ロール対の間隙を調整するもの (6)
Fターム[4F210QN04]に分類される特許
1 - 6 / 6
ポリテトラメチル−p−シルフェニレンシロキサンの延伸フィルムの製造法
【課題】
本発明は、機械強度および可視光の透明性に優れたポリテトラメチル−p−シルフェニレンシロキサンの延伸フィルムの製造法を提供することにある。
【解決手段】
数平均分子量が5000以上、500万以下であるポリテトラメチル−p−シルフェニレンシロキサンのフィルムまたは粉末を、120〜160℃においてロール圧延法で延伸処理を行なうことにより、弾性率が1.2GPa以上、破断強度が15MPa以上であり、可視光の透過率が50%以上であるポリテトラメチル−p−シルフェニレンシロキサンの延伸フィルムを製造できる。
(もっと読む)
高靱性ポリオレフィンシート
圧伸による引き続く加工により高靱性、高配向ポリオレフィンシートを形成するのに適した、凝集した事実上最高密度のポリオレフィンを製造する方法であって、下記を含む該方法:
a)計量した量のポリオレフィン粉末を、2つの逆方向に回転する加熱したカレンダーロールの間のニップに供給し;
b)該粉末を、ポリオレフィンシートの凝集した最高密度のシートが生成するまで該ニップを通して圧延し;そして
c)凝集したポリオレフィンシートが一旦、該ニップを出ると、該ニップ内の温度を調節して、特定の靱性及び伸長性を得る。かかる方法を行うための装置もまた記載される。かかる方法は、別個の費用のかかる圧縮ステップの必要性を除くだけでなく、高い融解熱を有する高靱性、高配向ポリオレフィンシートを製造するための従来の工程に従って圧伸する準備ができた、凝集したポリオレフィンシートを生成する。
(もっと読む)
高靱性ポリオレフィンシートの製造方法及び装置

下記a)〜c)を含む、圧伸により更に加工して高靭性、高配向のフィルム、テープ、繊維又はシートを形成するのに適した、実質的に最高密度のポリオレフィンの製造方法:
a)計量した量のポリオレフィン粉末を、最も小さいポリオレフィン粉末粒子のサイズよりも小さいギャップに且つ該ポリオレフィン粉末の融点よりも高い温度に最初は設定した2つの加熱したカレンダーロールの間のニップに供給し;
b)該粉末をこれらの条件下で、凝集ポリオレフィンシートが生成されるまで該ニップを通して圧延し;そして
c)ポリオレフィンの凝集シートが一旦該ニップを出ると、該ニップ内の温度を、該ポリオレフィン粉末の融点未満の温度に下げ、そして該ギャップを、最も大きい該粉末粒子の厚さを超える所望のレベルに増加させる。
(もっと読む)
伸縮性シートの製造方法
【課題】伸縮領域と低又は非伸縮領域を有し、外観が良好であり、伸び量の変動を抑えた搬送を行うことができる伸縮性シートの製造方法を提供すること。
【解決手段】延伸により伸縮性が向上する帯状シート120’を、一対の歯溝ロール31,32間に噛み込ませて延伸する延伸工程及び延伸後の帯状シート120を第2の帯状シート130と接合する接合工程を具備し、延伸工程においては、一対の歯溝ロール31,32として、帯状シート120'をその長手方向に延伸させる延伸部31H,32Hと、該帯状シートを低倍率に延伸又は延伸させない低又は非延伸部31L,32Lを有するものを用い、該帯状シートの長手方向に、伸縮領域12Hと低又は非伸縮領域12Lとをそれぞれ間欠的に形成し、接合工程においては、延伸後の帯状シート120を実質的に伸長しない第2の帯状シート130と接合する。
(もっと読む)
延伸熱可塑性ポリエステル系樹脂シートの製造方法
【課題】 本発明は、引張強度、引張弾性率及び耐熱性の優れた延伸熱可塑性ポリエステル系樹脂シートを製造する方法を提供する。
【解決手段】 非晶状態の熱可塑性ポリエステル系樹脂シートを、該熱可塑性ポリエステル系樹脂のガラス転移温度−20℃〜該熱可塑性ポリエステル系樹脂のガラス転移温度+20℃の温度の一対のロール間を通して引き抜いて一次延伸したのち、該ロールの温度より高い温度で一軸延伸することを特徴とする延伸熱可塑性ポリエステル系樹脂シートの製造方法。
(もっと読む)
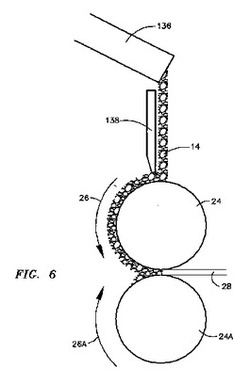
ゴム重量検知システム及び重量検知方法
【課題】タイヤ成形工程を止めずに細帯状のゴムの使用量の検知を全てのタイヤについて容易かつ低コストで実行する。
【解決手段】射出成形機6から連続的に押し出される細帯状のゴムNを、一対のローラヘッド3、4で圧延してタイヤ成形ドラム1に巻き付ける、ゴム成形装置における前記ゴムNの重量検知システムである。この検知システムは、前記ゴムNの幅検出器7、前記ローラヘッド間の間隔検出器8、ローラヘッドの回転速度検出器5、ゴムの温度検出器9及び制御部10を備え、制御部10は、前記各手段で得られたデータから算出した押出しゴムの断面積、ゴム押出し速度、当該温度におけるゴム密度から、成形に使用した前記ゴムNの重量をタイヤ成形工程中所定時間毎に算出して出力する。
(もっと読む)
1 - 6 / 6
[ Back to top ]