
Fターム[4F211AD30]の内容
プラスチック等のライニング、接合 (31,000) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (3,322) | 前処理、処理 (229) | 予熱(←温度調整) (42) | 部分的な、又は不均一な (5)
Fターム[4F211AD30]に分類される特許
1 - 5 / 5
中空成形品の製造方法および製造装置
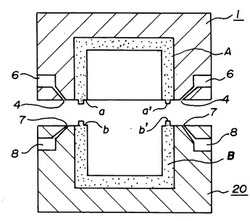
【課題】複雑な形状の中空成形品でも高い寸法精度で成形できると共に、融着バリの問題もない中空成形品の製造方法を提供する。
【解決手段】
金型(1、20)内で一対の半中空成形品(A、B)を接合端面(a、b)を有するように成形し、次いで接合端面(a、b)を対向させ、その間にハロゲンヒータまたはカーボンヒータを非接触的に挿入して接合端面(a、b)を溶融する。このとき、重力に関して上下方向あるいは縦方向になっている接合端面には空気孔(4、7、…)から空気を吹き付ける、または接合端面(a、b)近傍から熱気を吸引して過加熱を防止する。次いで移動金型(20)を固定金型(1)に対して型閉じして、一対の半中空成形品(A、B)を金型(1、20)内で互いに押し付けて接合端面(a、b)を融着する。
(もっと読む)
樹脂成形品の製造方法

【課題】溶着面に光反射膜が存在する場合にも、レーザビームにより溶着を行える樹脂成形品の製造方法を提供する。
【解決手段】樹脂成形品の製造方法は、(a)溶着領域を有する吸光性樹脂部材21と、前記吸光性樹脂部材21の溶着領域に対応する溶着領域を有する透光性樹脂部材23とを準備する工程と、(b)前記吸光性樹脂部材に光反射膜を形成する工程と、(c)ビームスポット径が1.0mm以下となる第1の焦合状態で、レーザビームを前記吸光性樹脂部材の溶着領域に繰り返し照射し、該溶着領域上に形成された光反射膜を除去する工程と、(d)前記吸光性樹脂部材の溶着領域と前記透光性樹脂部材の溶着領域とを加圧接触状態とし、ビームスポット径が1.5mm以上3.5mm以下となる第2の焦合状態で、レーザビームを前記吸光性樹脂部材の溶着領域に繰り返し照射し、前記吸光性樹脂部材21と前記透光性樹脂部材23とを溶着する工程とを有する。
(もっと読む)
樹脂成形品の製造方法
【課題】レーザ光を用いて、密着性高く、外観に優れ、接合強度が高い溶着部を含む樹脂成形品を製造する方法を提供する。
【解決手段】a)吸光性樹脂部材21の溶着領域と透光性樹脂部材22の対応する溶着領域27を対向圧接配置する工程と、b)前記溶着領域27の延在方向に沿う複数の溶着ラインを設定し、レーザビーム12sを前記透光性樹脂部材22から入射し、前記レーザビーム12sを前記複数溶着ラインに対して繰り返し照射し、溶着領域27全体を同時に加熱溶融する工程と、c)対向圧接配置された前記透光性樹脂部材22と前記吸光性樹脂部材21を溶融し溶着する工程、を含み、前記工程b)において、前記溶着領域27全体を溶融した状態で、幅方向一端側から他端側にかけて温度勾配を形成する。
(もっと読む)
ゴムシート及びその製造方法及びその接合方法
【課題】側縁部を架橋接着により接続することによって大判のゴムシートとすることができ、かつ、接続部分を部分的に加熱加圧して接合一体化しても、得られる大判ゴムシートに波うちが発生せず、接合した部分の接合強度が高くできるようなゴムシートを提供する。
【解決手段】方形状に一体に形成されたゴムシートSであって、架橋ゴムからなる主部1と、ゴムシートの周縁部の少なくとも一辺にわたって設けられた未架橋ゴムまたは半架橋ゴムからなる接合部2とが架橋接着されたゴムシート。主部1と接合部2を構成する未架橋ゴムの架橋条件の差を利用して、ゴムシートS全体を加熱プレスしてゴムシートSを得ることができる。ゴムシートSの接合部2同士を架橋接着して、波うちのない大判のゴムシートを得ることができる。
(もっと読む)
熱可塑性プラスチック成形品を溶接、特に3次元成形品を輪郭溶接するための方法と装置
本発明は熱可塑性プラスチック成形部品を溶接するための方法と装置に関する。溶接域(18)における接合相手(1)の一方を付加的に同時照射することは、この接合相手の温度を増し、それによってプロセス的に確実な溶接をもたらす。  (もっと読む)
(もっと読む)
1 - 5 / 5
[ Back to top ]