
Fターム[4F211AH10]の内容
プラスチック等のライニング、接合 (31,000) | 用途物品 (2,123) | 機械要素 (105) | 固定具(←蝶番、ボルト、ナット、ネジ) (13) | ファスナー (4) | 嵌合可能な連続ストリップからなる結合部材 (3)
Fターム[4F211AH10]に分類される特許
1 - 3 / 3
再閉鎖可能な包装体にジッパーを気密に接合するための方法および装置
再閉鎖可能な包装体を製造するための方法および対設された一対のシールバーを含んだ再閉鎖可能な包装体を製造するための装置が開示される。該方法および装置は、特に再閉鎖可能な包装体のための製袋充填シール機械に適合している。対設されたシールバーの少なくとも一方がゴム製または変形可能なシール面を含んでいる。これによって、再閉鎖可能なバッグのサイドシールに隣接させてジッパーの端部が配置される場合のような、対設されたシールバーの間の材料の厚さが急激に変形する遷移領域を横断させて気密に接合可能となる。  (もっと読む)
(もっと読む)
筒状ゴムユニット拡径保持材及び常温収縮筒状ゴムユニット
【課題】逆引きタイプの剛性筒体に用いても、剛性筒体を解体する時の拡径保持材の引抜き力を適切に管理できる筒状ゴムユニット拡径保持材を提供する。
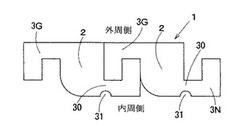
【解決手段】断面略矩形の紐状部2の一方の側面に外周側噛み合い片3Gを形成し、他方の側面に内周側噛み合い片3Nを形成してなる筒状ゴムユニット拡径保持材1において、内周側噛み合い片3Nの一部に変形容易な易変形部30を設ける。この拡径保持材1で逆引きタイプの剛性筒体を形成すると、拡径保持材1を引き抜いて剛性筒体を解体するときに、内周側噛み合い片3Nが内側へ容易に倒れ、外周側噛み合い片3Gが外れやすくなるので、拡径保持材1の引抜き力が弱くて済む。
(もっと読む)
樹脂成形品及びその製造方法

【課題】 成形性及び溶着性が良好であり、燃料バリア性、機械的特性も良好な樹脂成形品、特に燃料タンクを得る。
【解決手段】 樹脂で複数の部分成形体を射出成形し、該部分成形体をそれらの接合面で溶着して樹脂成形品を製造する方法であって、前記樹脂がPPS系樹脂であり、前記射出成形は少なくとも接合面の前記樹脂の結晶化度が30%未満となるようPPS樹脂のTg以下の型温度にて行い、前記溶着は前記射出成形後の前記結晶化度の状態から行い、前記溶着後に樹脂成形品全体の前記樹脂の結晶化度が30〜60%となるようにアニールする。
(もっと読む)
1 - 3 / 3
[ Back to top ]