
Fターム[4F211TA03]の内容
プラスチック等のライニング、接合 (31,000) | 接合の区分 (2,634) | 接着 (645)
Fターム[4F211TA03]の下位に属するFターム
ホットメルト接着剤によるもの (88)
接着テープによるもの (55)
Fターム[4F211TA03]に分類される特許
501 - 502 / 502
壁面材の製造法
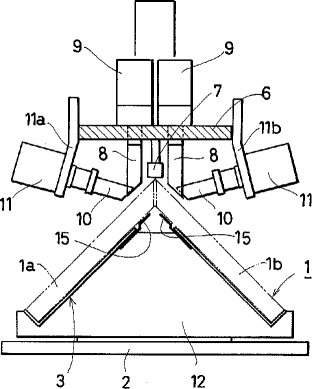
【課題】側端面を一定角度に切断した二枚の板材1a,1bを突き合わせて、高周波誘電加熱によって接着する窯業系サイジング材などの壁面材1の製造法において、長寸法のものであっても全長にわたって良好な接着状態を実現することができる方法を提供することを目的とする。
【解決手段】板材1a,1bは、接着すべき姿勢を保つ受け台3上に載置し、板材1a,1bの接着面に近接した左右両側を上下方向押圧手段と左右方向押圧手段で押圧し、接着面を高周波誘電加熱によって加熱する。上下方向押圧手段では板材に下方向の分力と接着面を押圧する分力が作用し、左右方向押圧手段によっては上方向の分力と接着面を押圧する分力が作用する。板材に対する下方向の分力と上方向の分力が相殺され、接着面を押圧する力が効果的に作用し、良好な接着状態を実現することができる。
(もっと読む)
加硫ゴム成形体圧入液

【課題】 液剤調製後のポットライフが長く、しかも、塗布作業性が良好でさらには、所定接着力発現までの加硫ゴムリング体の金属部材間結合力を確保できる加硫ゴム成形体圧入液を提供すること。
【解決手段】 金属部材12、14間に加硫ゴム成形体18を圧入する場合に使用する加硫ゴム成形体圧入液。プロセスオイルとウレタン系接着剤とを必須成分とする。ウレタン系接着剤が湿気硬化型であるとともに、プロセスオイルがパラフィン系である。
(もっと読む)
501 - 502 / 502
[ Back to top ]