
Fターム[4F211TA04]の内容
プラスチック等のライニング、接合 (31,000) | 接合の区分 (2,634) | 接着 (645) | ホットメルト接着剤によるもの (88)
Fターム[4F211TA04]に分類される特許
1 - 20 / 88
接着プレス方法
【課題】 接着対象物の細部にわたるまで確実に均一な圧力を加えることができ、かつ、加圧時に接着対象物に加わる正味の圧力を把握して統一的に管理することを可能にする接着プレス方法を提供する。
【解決手段】 樹脂を介在させて生地を積層する材料準備工程と、積層した生地を2つの加圧板の間に挟んで加圧しながら加熱するプレス工程とを含む接着プレス方法であって、前記プレス工程において、少なくとも一方の加圧板と積層した生地との間に液体を充填した緩衝材4を介在させて、緩衝材4の前記生地と当接する面を前記生地の凹凸に合わせて変形させる。
(もっと読む)
繊維強化熱可塑性樹脂の接合方法

【課題】本発明は、繊維強化熱可塑性樹脂の接合方法であって、接合強度を向上することができる方法である。特に、被接合面に含まれる強化繊維が連続繊維、あるいは数平均繊維長が10mm以上の非連続繊維である場合に、その接合強度を向上することができるものである。
【解決手段】本発明は、二つの繊維強化熱可塑性樹脂を接合する際に、少なくとも一方の繊維強化熱可塑性樹脂の被接合面に熱可塑性樹脂材料を予め配置させ、その後、二つの繊維強化熱可塑性樹脂を接合する繊維強化熱可塑性樹脂の接合方法である。
(もっと読む)
車両用内装部品およびその製造方法
【課題】基材と溶着部材との接合強度を更に向上させる車両用内装部品およびその製造方法を提供する。
【解決手段】本発明による車両用内装部品の製造方法は、基材1と溶着部材3との間に、20〜200μmの金属箔7の両面に厚さが10〜50μmのホットメルトフィルム9,11をそれぞれ貼り合わせた複合フィルム5を配置する第1工程と、電磁誘導加熱装置本体部23の下面23aと基材1の上面1aとの距離を15mm以下に設定した状態で電磁誘導加熱装置21を配置する第2工程と、前記電磁誘導加熱装置21に高周波電流を流し、前記複合フィルム5における金属箔部分7を発熱させる第3工程と、前記金属箔部分7の熱によって、前記複合フィルム5におけるホットメルトフィルム部分9,11を溶融させ、基材1と溶着部材3とを複合フィルム5を介して接合する第4工程と、を含んでなる。
(もっと読む)
クッション体及びその製造方法
【課題】良好な通気性を確保でき、大きな接着強度を得ることが可能なクッション体提供する。
【解決手段】網状体からなるメインパッド3と、メインパッド3に積層されるサブパッド5と、メインパッド3及びサブパッド5の少なくとも着座側を被覆する表皮7とを備える。サブパッド5が不織布からなり、メインパッド3、サブパッド5及び表皮7がホットメルト接着剤4,6によって接着される。
(もっと読む)
車両用防音材
【課題】製品の厚みや精度と防音性能との高度な両立を図り、合わせて、さらなる製造コストの低減を図った車両用防音材を提供する。
【解決手段】車室内側に位置する第一吸音材120と、両面にホットメルト142を有する非通気フィルム141からなる非通気材140、車室外側に位置する第二吸音材130と、をこの順に積層して、二枚の熱盤51間に挟み熱風を供給することによりホットメルト142を溶融させて積層体とし、第一吸音材120を下型側にして積層体をコールドプレスにより成形し、成形と同時に上型から圧力気体を供給して圧空することにより非通気材140に加圧して第一吸音材120を圧縮成形し、第一吸音材120と非通気材140と第二吸音材130とを接着した後、増大したプレスストロークによりトリミング加工を行い車両用防音材とする。
(もっと読む)
過熱蒸気発生装置及び方法,過熱蒸気加工方法
【課題】取付部位や部品が複雑な形状であったり、作業空間が狭いような場合でも、良好にクリップ等を必要としない部品の取り付けを行うとともに、安全性の向上を図る。
【解決手段】過熱蒸気の出力が指示されると、制御部70によって、蒸気供給部20,交流電源44,出力報知部50が駆動され、蒸気供給部20から飽和蒸気が過熱蒸気発生部30に供給されるとともに、交流電源44から交流電流が電磁誘導加熱部40の誘導コイル42に供給される。これにより、過熱蒸気発生部30の発熱体32に誘導電流が流れて発熱し、更には、飽和蒸気が発熱体32によって加熱され、過熱蒸気が生成される。生成された過熱蒸気は、ノズル34から吐出される。同時に、出力報知部50から着色剤等が出力される。
(もっと読む)
車両用内装部品
【課題】内装部品の裏面と車体部材との間に隙間が生じることのない車両用内装部品を提供する。
【解決手段】本発明による車両用内装部品は、平板状に形成された合成樹脂からなる第1部材8と、該第1部材8の裏面側に接合され、複数の凹部9と凸部10を有する合成樹脂製の第2部材11と、該第2部材11の裏面側の凸部10に接合され、サイドパネル5に取り付けられるクリップ12を係止可能な金属製の平坦な板状保持部材13と、を備えている。前記板状保持部材13の端部には、前記クリップ12が挿入して係止される切欠部25が形成されている。前記第2部材11における板状保持部材13の切欠部25に対応する部位の凸部10を前記第1部材側に向けて凹ませて段差部20を形成している。
(もっと読む)
吸音材積層体およびタイヤ騒音低減装置
【課題】吸音材同士を接合した積層体であって、製造に要する時間短縮とそれによる製造コスト低減に顕著な効果を有するとともに、特別な重量増加なども伴わない吸音材積層体とそれを用いたタイヤ騒音低減装置を提供すること。
【解決手段】積層された吸音材により形成され、前記積層された吸音材同士の界面にホットメルト接着剤が配され、該ホットメルト接着剤の熱溶着によって前記吸音材同士がその界面上で少なくとも部分的に接合されている吸音材積層体、および該吸音材積層体が用いられて構成されたタイヤ騒音低減装置であり、タイヤ内腔の面上に接着または固定されて、あるいはタイヤ内腔に挿入されて使用されるタイヤ騒音低減装置。
(もっと読む)
一部がプラスチック板からなる合わせガラスの製造方法、および合わせガラス
【課題】
軽量性に利点を有する一部がプラスチック板からなる合わせガラスにおいて、反り量が小さく、透視歪みがほとんどなく、中間膜を介するプラスチック板と無機ガラス板との接着性が良好であり、さらには透明性にも優れた新規な合わせガラスおよびその製造方法を提供する。
【解決手段】
軽量性に利点を有する一部がプラスチック板からなる合わせガラスにおいて、プラスチック板と無機ガラス板とを、中間膜を介して、80℃を超え150℃未満の温度で加熱圧着する工程と、加熱圧着により加熱されたプラスチック板と無機ガラス板とを、30℃/分以上500℃/分以下の平均冷却速度で60℃まで冷却する工程とを備える。
(もっと読む)
レーザー光を用いた接合方法及びこの接合方法に用いられるレーザー接合剤
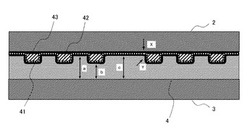
【課題】第1及び第2部材の接合面の形状が複雑な場合や、第1及び第2部材の接合面間の隙間が狭い場合であっても、レーザー接合剤を接合面の全体に付着させることができるようにして接合強度を向上させるとともに、シール性が必要な場合に確実にシールできるようにする。
【解決手段】レーザー光を透過させる第1部材1と、該第1部材1と同種又は異種材料からなる第2部材2とをレーザー光を用いて接合する接合方法である。流動性を有するレーザー接合剤3を第1部材1及び第2部材2の接合面1a,2aに付着させる。その後、第1部材1側からレーザー光Lを照射して第1部材1と第2部材2とをレーザー接合剤3を介して接合する。
(もっと読む)
気泡除去用加圧装置および方法
【課題】パネルの圧力調整が容易な気泡除去用加圧装置および方法を提供する。
【解決手段】加圧モジュール内のパネルに加えられる圧力の変化を分散させて気泡除去の効率を上げるために、複数の貫通ホールが形成された加圧プレートを備え、加圧モジュール内部空間部の体積を可変すると同時に空間部の温度を可変することによって、空間部内の圧力の変化率(ΔP)を大きくし、加圧モジュール内に位置するパネルの接着面上に発生した気泡を効果的に除去する。密閉された加圧モジュールに連結されたシリンダ内のピストンを往復運動させることによって、加圧モジュールの体積を可変する。
(もっと読む)
補強板貼り付け装置
【課題】小型化された補強板貼り付け装置を提供する。
【解決手段】補強板貼り付け装置10は、基板12a,12b,12c…の所定位置に補強板14a,14b,14c…を貼り付ける。補強板貼り付け装置10は、複数の補強板12a,12b,12c…を配置する補強板配置台16と、1又は複数の基板14a,14b,14c…を配置する基板配置台18と、補強板配置台16と基板配置台18との間に設置され、補強配置台16に配置された補強板12a,12b,12c…を、基板配置台18に配置された基板14a,14b,14c…の上面に移動して載置する多関節アーム20とを有する。多関節アーム20の先端付近に、補強板12a,12b,12c…を吸着する吸着ヘッドとカメラを有していても良い。
(もっと読む)
ラッピング品製造ライン
【課題】作業者が効率的な作業を行え、かつ、化粧シートへの接着剤の塗布量が不適となるのを防止できるラッピング品製造ラインを提供する。
【解決手段】モルダ装置2と、搬送手段3と、基材Aに紙製の化粧シートBを貼り付けるラッピング装置5とが平面視においてコ字状に配置されており、ラッピング装置5より上流でかつ上方に、化粧シートBに接着剤を塗布するとともに、この接着剤が塗布された化粧シートBを前記ラッピング装置5に供給する塗布装置4が設けられ、塗布装置4は、上下方向に向けられた化粧シートBに横方向から接着剤を塗布する塗布部20を備えているので、作業者が効率的な作業を行え、かつ、化粧シートへの接着剤の塗布量が不適となるのを防止できる。
(もっと読む)
SPD光弁のための薄膜をラミネートする方法および該ラミネートされた薄膜を組込んだSPD光弁
【課題】SPD光弁のような懸濁粒子装置(SPD)に使用するためのラミネートフィルム、及び斯かるSPD膜を製造するための方法を提供すること。
【解決手段】本発明は、懸濁粒子装置(SPD)フィルムをラミネートするための方法であって:懸濁粒子装置フィルムを形成することと;該懸濁粒子装置フィルムを、ラミネートされた懸濁粒子装置フィルムを形成するためのラミネートされていない成分のスタック内に配置することであって、前記スタックは、前記懸濁粒子装置フィルムの外表面に接触する少なくとも一つのホットメルト接着剤シートまたはフィルムを具備することと;前記ラミネートされていないスタックを、少なくとも部分的な真空にかけることと;真空下にある前記ラミネートされていない成分のスタックを、該スタックの少なくとも部分的な脱ガス化を可能にするように選択された時間および温度で、予備加熱することと;前記ラミネートされていないスタックからラミネートされた懸濁粒子装置フィルムを製造するために十分な温度および十分な時間で、前記スタックに対して十分な正味の圧力を印加することとを含んでなる方法に向けられている。
(もっと読む)
レーザー光を用いた接合方法
【課題】意匠層を接合品の表側から視認可能にする場合に、意匠層を溶融又は分解させることなく、第1及び第2部材をレーザー光を用いて接合できるようにすることで、外観見栄えを良好にする。
【解決手段】意匠層4はレーザー光非透過性を有する。意匠層4に隣接してレーザー接合用の中間部材5を設ける。意匠層4へ向けて、該意匠層4の溶融又は分解温度を越えない所定温度となるまで該意匠層4を加熱するためのレーザー光Lを照射する。意匠層4の熱によって中間部材5を加熱する。
(もっと読む)
積層レンズのための三層接着剤系及びその適用法
光学基礎部品上へ機能性フィルムを積層する方法、及び該方法に使用するための三層接着剤系。該三層接着剤は、該機能性フィルム上に配置された第一のラテックス接着剤層、及び該光学基礎部品上に配置された第二のラテックス接着剤層を含む。該光学基礎部品上に機能性フィルムを恒久的に保持する三層接着剤を形成するために、HMA層が、それらのラテックス層間に配置されている。本方法は、該機能性フィルム上のラテックス接着剤の第一コーティング、及び該光学基礎部品上のラテックス接着剤の第二コーティングを含む。次に、HMAは、それらの乾燥されたラテックス接着剤層の一方へコーティングされる。積層光学装置を形成するために、該フィルムは、HMAがそれらのラテックス層間に挟まれた状態で、光学基礎部品上へホットプレスされる。 (もっと読む)
弾性的な中空体の壁を少なくとも部分的に結合する方法ならびに中空体
本発明は、少なくとも1つの開口(7)を備えた弾性材料から成る中空体(1)の壁を少なくとも部分的に結合する方法に関し、壁が中空室(3’)を形成している予備成形された中空体(1)の開口(7)に、2つの壁区分(10)の間で、粘性状態の結合材料を導入するか、または、壁区分(10)の対向する表面を、粘性質の結合材料を形成するために溶融させ、次いで、結合材料を、中空体(1)の表面と化学架橋もしくは物理架橋しながら弾性状態に移行させ、中空体(1)の壁区分(10)を、結合材料の付近で、相互に少なくとも部分的に結合することを特徴とする。ならびに本発明は、相応の中空体(1)に関する。  (もっと読む)
(もっと読む)
更生管の製管方法
【課題】既設管に水が流下していない条件下であっても長距離の既設管を更生する更生管を製管する方法を提供する。
【解決手段】プロファイル100を地上側からマンホールM1内に引き入れて螺旋状に巻き回し、螺旋状の互いに隣接するプロファイル100の一側縁部および他側縁部の少なくとも一方に溶融樹脂を塗布するとともに、それらを重ね合わせて接合して更生管Saを製管し、製管された更生管Saを回転させながら既設管内に挿入する製管機1によって更生管Saを製管する更生管Saの製管方法において、設定長さの更生管Saを製管するとともに、製管された更生管Saを切断して製管方向に牽引する一方、新たに設定長さの更生管を製管するとともに、新たに製管された更生管を切断して製管方向に牽引し、先に製管された更生管Saの後端側内周面と新たに製管された更生管の前端側内周面にわたって接続部材を接合し、前後の更生管を接続する。
(もっと読む)
プラスチックチューブを内部的に溶接する方法及びデバイス
本発明は、プラスチック材料でできたチューブ状のパッケージをシールするための方法及び容器に関し、ここで該方法は少なくとも以下の操作を含む:a)圧延材料(11)が圧延される圧延操作、b)圧延材料(11)の端部(8、9)が互いに近くに置かれる配置操作、c)融解された樹脂コード(12)が該端部(8、9)上に押し出され、そして沈着される押出操作、d)上記端部(8、9)が該コード(12)を用いて融解される融解操作、e)シール領域が圧縮される圧縮操作、f)シール部が冷却される冷却操作。 (もっと読む)
可撓性・耐衝撃性材料の製造方法
可撓性・耐衝撃性材料(1)の製造方法は、独立気泡フォーム材料のシート(20)を供給するステップと、シート(20)を離間した複数個の要素(2)に切断するステップとを含む。これらの要素(2)は、要素を隣接する要素と連結して要素(2)全体を一体的な格子とする連結部(7)を除いて、基本的に互いに分離される。第1の可撓性下地(3:25)は、格子の片面に結合される。要素(2)を隣接する要素と連結する連結部(7)は、例えば穿孔、切断またはレーザ融蝕によって、連結部(7)に結合される下地(3)の当該部分を取り除く又は取り除くことなく、除去される。第2の可撓性下地(27)は、連結部の除去前又は除去後に、格子の反対面に結合されてもよい。 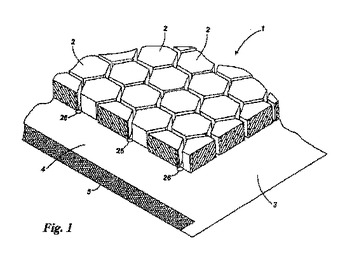 (もっと読む)
(もっと読む)
1 - 20 / 88
[ Back to top ]