
Fターム[4F211TQ14]の内容
プラスチック等のライニング、接合 (31,000) | 接合のための付属装置 (1,912) | 接合製品の取出し (11)
Fターム[4F211TQ14]に分類される特許
1 - 11 / 11
樹脂フィルム接合体の製造方法
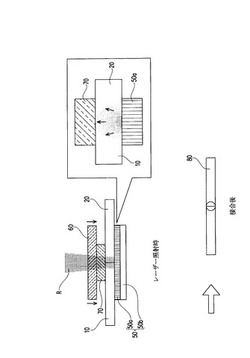
【課題】 接合部分の段差を小さくし、光吸収剤を塗布する工程を必要とせず、さらに光吸収剤が異物として付着することを抑制しつつ、効率的に、樹脂フィルム部材同士を接合して樹脂フィルム接合体を簡便に製造し得る樹脂フィルム接合体の製造方法を提供する。
【解決手段】 樹脂フィルム部材の端面同士を突き合わせて接合して樹脂フィルム接合体とする樹脂フィルム接合体の製造方法であって、用いるレーザー光の波長に対して前記樹脂フィルム部材よりも光吸収率が高く、水に対する接触角が60°以上である表面を有する光吸収部材を用い、前記端面同士が突き合わせられた部分を前記表面に当接させ、前記光吸収部材にレーザー光を照射して発熱させることにより、前記樹脂フィルム部材の端面同士を熱溶着させ、前記光吸収部材から、突き合わせられた部分を剥離して、樹脂フィルム接合体とすることを特徴とする樹脂フィルム接合体の製造方法。
(もっと読む)
樹脂フィルム接合体の製造方法

【課題】 接合部分の段差を小さくし、光吸収剤を塗布する工程を必要とせず、さらに光吸収剤が異物として付着することを抑制しつつ、効率的に、樹脂フィルム部材同士を接合して樹脂フィルム接合体を作製し得る樹脂フィルム接合体の製造方法を提供する。
【解決手段】 樹脂フィルム部材の端面同士を突き合わせて接合して樹脂フィルム接合体とする樹脂フィルム接合体の製造方法であって、用いるレーザー光の波長に対して前記樹脂フィルム部材よりも光吸収率が高く、算術平均粗さ(Ra)が0.5μm未満である表面を有する光吸収部材を用い、前記端面同士が突き合わせられた部分を前記表面に当接させ、前記光吸収部材にレーザー光を照射して発熱させることにより、前記樹脂フィルム部材の端面同士を熱溶着させ、前記光吸収部材から、突き合わせられた部分を剥離して、樹脂フィルム接合体とすることを特徴とする樹脂フィルム接合体の製造方法。
(もっと読む)
ラッピング品製造ライン
【課題】作業者が効率的な作業を行え、かつ、化粧シートへの接着剤の塗布量が不適となるのを防止できるラッピング品製造ラインを提供する。
【解決手段】モルダ装置2と、搬送手段3と、基材Aに紙製の化粧シートBを貼り付けるラッピング装置5とが平面視においてコ字状に配置されており、ラッピング装置5より上流でかつ上方に、化粧シートBに接着剤を塗布するとともに、この接着剤が塗布された化粧シートBを前記ラッピング装置5に供給する塗布装置4が設けられ、塗布装置4は、上下方向に向けられた化粧シートBに横方向から接着剤を塗布する塗布部20を備えているので、作業者が効率的な作業を行え、かつ、化粧シートへの接着剤の塗布量が不適となるのを防止できる。
(もっと読む)
窓枠部材接合方法
【課題】溶着面にずれが発生する、縦及び/又は横窓枠部材の側面に擦傷が生成される等の問題を発生せしめることなく、合成樹脂製縦窓枠部材と合成樹脂製横窓枠部材とを接合する方法を提供する。
【解決手段】第一のクランプ手段から縦窓枠部材26を開放すると共に第二のクランプ手段4から横窓枠部材28を開放する開放工程において、第一のクランプ手段における一対のクランプ部材の一方8を他方6から離隔する片側クランプ開放と第二のクランプ手段における一対のクランプ部材の一方18を他方16から離隔する他側クランプ開放とを、同時ではなくて片側クランプ開放段階と他側クランプ開放段階とのいずれか一方を遂行した後に他方を遂行する。
(もっと読む)
材料供給装置およびこれを用いる積層板の製造装置
【課題】シート材料を供給する材料供給装置の大型化を避ける。
【解決手段】巻芯6に複数のシート材料4a、4b、4cをロール状に重ね巻きした積層ロール5から、各シート材料4a、4b、4cを巻出して供給する材料供給装置12は、積層ロール5の巻芯6を回転自在に軸支する積層ロール支持部21、23と、積層ロール5の複数のシート材料4a、4b、4cの周長差を吸収する周長差吸収機構30と、を備え、周長差吸収機構30が積層ロール5の巻芯6に装着されている。この周長差吸収機構30は、積層ロール5から引き出すシート材料4b、4cを引き出し方向にガイドするガイドロール36、37と、ガイドロール36、37を通過したシート材料4b、4cに対してガイドロールとは逆側から圧接する張力付加ロール32、34と、を備える。
(もっと読む)
ベルト先端部加工装置
【課題】ベルトの作業効率を大幅向上させることができるベルト先端部加工装置を提供する。
【解決手段】ベルトを少なくとも1ステップ以上ステップ移送させる移送部と、上記ベルトの先端部を所定形態で切断する切断部4、6と、切断部からステップ移送されたベルトの切断された先端部を融着させる融着部7とを含む。望ましくは、切断部4、6はベルトを多段階で切断することを特徴とする。このような切断部4、6は、ベルトの厚みの一部を切断する第1超音波切断機4と、第1超音波切断機4から移送部のステップ移送間隔だけ離隔して配置され、ベルトを完全に切断する第2超音波切断機6とを含む。
(もっと読む)
寸法安定性に優れるフレキシブル金属張積層板およびその製造方法
【課題】 本発明は、寸法安定性に優れたフレキシブル金属張積層板およびその製造方法を提供することにある。
【解決手段】 ポリイミドフィルムの片面または両面に熱可塑性ポリイミドを含有する接着層を形成した総厚5〜15μmのフィルム状接合部材を一対以上の金属ロールを有する熱ロールラミネート装置により、金属箔と接着性接合部材とを貼り合わせる際、フィルム状積層部材の張力を0.1〜1N/cmとし、金属箔と接着性接合部材とを貼り合わせる前に1以上の回転体を有した弓状軸を接触させることにより、寸法安定性に優れたフレキシブル金属張積層板を製造できる。
(もっと読む)
接合部材製造方法、無端状接合ベルト、定着ユニット、中間転写ユニット、画像形成装置、及び、シート接合装置
【課題】単純な構成でありながら、幅が広いシートの貼り合わせを行っても貼り合わせ部の厚さ斑がなく、かつ、高い接着強度が発現する接合部材製造方法を提供する。
【解決手段】1枚のシートの異なる端部同士、あるいは、異なるシートの端部同士を接着して接合部材を得る接合部材製造方法において、熱硬化型接着剤が塗布された端部に、他の端部を貼り合わせた後、該熱硬化型接着剤の硬化温度に加熱して接合する際に、該貼り合わせ部を、該貼り合わせ部の一方の面から着磁体からなる第1の固定部材と、他方の面に配置された着磁体または磁性体からなる第2の固定部材とで挟んだ後、前記熱硬化型接着剤の硬化温度に加熱する接合部材製造方法。
(もっと読む)
長尺ラミネートシート及びラミネートシートの製造方法
【課題】 精緻な印刷や打ち抜き加工精度の高い枚葉のシートと長巻きのシートを用いてカード製品を製作するときの間欠塗布でなく連続塗布を行い塗布の均一化や汚れを廃し後品質高生産性のカードを製作できる方法を提供する。
【解決手段】 所定の間隔を空けて搬送される枚葉の第1の基体シートと、互いに隣合う該第1の基体シートの一方の後端部及び他方の先端部の下側に亘って重ねられて枚葉の間隔補填シートとが、前記間隔を補填されて配列され、前記第1の基体シートの一部は前記間隔補填シートを介して、搬送部材上に載置されて、長尺ウエブ状の形状を形成しながら搬送されるようにした工程と、前記長尺ウエブ状の形状の上に接着剤を連続塗布しながら、長尺の第2の基体シートを重ねてラミネートする工程とを有することを特徴とする長尺ラミネートシートの製造方法。
(もっと読む)
ラミネート装置
【課題】エネルギーロスを抑制すると共に、省スペースで、要員減が可能で、量産性に優れたラミネート装置を提供すること。
【解決手段】ラミネートオーブン1とキュアオーブン29とがシリーズに連結される。ラミネートオーブン1は、ダイアフラム10と給排気口11を備えた上部チャンバー12と、加熱盤13と吸排気口14を備えた下部チャンバー15を開閉自在に備えると共に、真空脱気手段18を備え、キュアオーブン29は、ダイアフラム10と吸気口30、排気口31を別々に備えた上部チャンバー12と、加熱盤13を備えた下部チャンバー15を開閉自在に備えている。被ラミネート体4は加熱手段6によって搬入コンベア7上で予熱された後、ラミネートオーブン1、キュアオーブン29内で順次処理され、冷却手段8を備えた搬出コンベア9により搬出されてラミネートが完成する。
(もっと読む)
シールシステム
【課題】 回転体の側面(端面)においてシールを行う新規なシールシステムを提供する。
【解決手段】 回転体2が回転する軸心Oに直交する回転体2の側面に設けられた複数の保持手段21,22と、保持手段21,22を軸心Oのまわりの所定の軌跡に沿って案内する案内手段27,31と、保持手段21,22により保持されて所定の軌跡に沿って移動するシート状物Wにシール加工を施すシール手段とを備え、保持手段21,22は、所定の導入位置PIに到達すると連続したシート状物Wを保持し、案内手段27,31は、保持手段21,22を導入位置PIの若干下流の位置までシート状物Wの導入方向に直線的に移動するように案内することを特徴とする。
(もっと読む)
1 - 11 / 11
[ Back to top ]