
Fターム[4F212AA36]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 樹脂材料等(主成形材料) (837) | 硬化性樹脂 (41)
Fターム[4F212AA36]の下位に属するFターム
フェノール樹脂系 (3)
アミノ樹脂系(←ユリア、メラミン樹脂) (5)
エポキシ樹脂 (9)
ポリイミド(←ポリアミドイミド) (4)
不飽和ポリエステル、アルキド樹脂
硬化性ポリウレタン(←通常) (14)
硬化性アクリル樹脂
エネルギー線硬化性樹脂(光、紫外線、電子線硬化)
Fターム[4F212AA36]に分類される特許
1 - 6 / 6
合成木材の製造方法
【課題】製造コストを低減するとともに、樹脂含浸ムラを生じさせない合成木材の製造法を提供する。
【解決手段】上記合成木材の製造方法を、発泡硬化性フラン樹脂組成物と、長繊維強化フラン樹脂ロッドを交互に成形型に投入し、その際、各ロッドを平行に揃え、成形型を加熱し、前記樹脂組成物を発泡硬化させて成形するものとする。
(もっと読む)
タイヤの製造方法及びタイヤ

【課題】樹脂材料で形成されたタイヤ骨格部材とトレッドとの接合強度を確保する。
【解決手段】タイヤ骨格部材12を、円盤状の支持部材44により支持し、該支持部材44の中心に設けられた支持軸46を中心としてタイヤ骨格部材12を矢印A方向に回転させると共に、バフローラ102を矢印B方向に回転させ、タイヤ骨格部材12の外周面12Aをバフローラ102で擦ることによって、タイヤ骨格部材12の外周面12Aをバフ処理(バフ掛け)することで表面粗さ0.05μm以上2mm以下に粗化する。この結果、タイヤ骨格部材12の外周面12Aが親水性となり、接着剤の濡れ性が向上する。
(もっと読む)
タイヤの製造方法、及び、タイヤ成形用金型

【課題】リム組み時のエア保持性を充分に確保するとともに、タイヤ成形時でのビードコアの位置ずれを抑制しつつビード部の強度を高めたタイヤの製造方法、及び、タイヤ成形用金型を提供することを課題とする。
【解決手段】本発明では、キャビティS内で進退動する補助ジグ22を備えてタイヤ骨格部材を成形する金型を用いる。キャビティS内に進出させた補助ジグ22でビードコア11を保持した状態で、溶融樹脂をキャビティS内に注入する。そして、キャビティS内で固化した溶融樹脂でビードコア11を保持可能となった後、補助ジグ22をビードコア11から後退させて補助ジグ22が当接していたビードコア部分11Pを露出させ、溶融樹脂をキャビティ内に注入することでビードコア部分11Pを樹脂で覆う。
(もっと読む)
タイヤの製造方法、及びタイヤ
【課題】熱可塑性材料で形成された複数のタイヤ構成部材を接合して構成されたタイヤにおいて、接合部分の強度を十分確保する。
【解決手段】加熱した熱鏝47で一方のタイヤ半体17Aの端部と他方のタイヤ半体17Aの端部を溶融して両者を溶着した後、溶融された溶着用熱可塑性材料43を溶着部分に供給してタイヤ半体17Aの溶融部分と溶融された溶着用熱可塑性材料43とを溶着することで、接合部分の強度が十分確保される。
(もっと読む)
タイヤの製造方法及びタイヤ
【課題】樹脂材料で形成されたタイヤ骨格部材とタイヤ構成ゴム部材との接合強度を確保することが可能なタイヤの製造方法を提供すること。
【解決手段】樹脂材料を用いて環状のタイヤケース17を形成する骨格形成工程と、タイヤケース17の外周面17Sに粒子状の投射材104を衝突させて、外周面17Sを粗化処理する粗化処理工程と、粗化処理された外周面17Sに接合剤を介してクッションゴム29を積層する積層工程と、をタイヤの製造方法が備えることで、タイヤケース17とクッションゴム29との接合強度を確保することができる。
(もっと読む)
膨張性充填挿入物および膨張性充填挿入物の製造方法
中空空間または空洞(2)を充填または封止するための、キャリアが存在しない膨張性充填挿入物(10)を提供する。挿入物は、ポリマーおよび/またはポリマー前駆体ならびに在性発泡剤を含有するポリマーマトリックスを、異形押出成形または射出成形することによって製造されてよい、自立連続構造体(11)を含んで成る。膨張性充填挿入物は、例えば、自立連続構造体と一体化してよい取付要素(12)を用いて、車両ピラー(1)の内側面に固定され、その後ポリマーマトリックスは加熱によって活性化し膨張する。 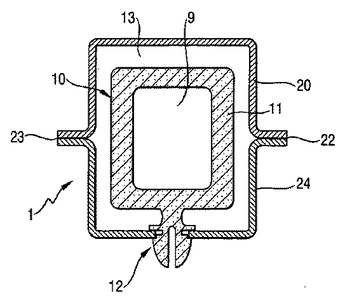 (もっと読む)
(もっと読む)
1 - 6 / 6
[ Back to top ]