
Fターム[4F212UH18]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 予備成形品の前処理、コンディショニング (33) | 機械的処理 (10) | 変形、形状の調整(←圧縮による) (7)
Fターム[4F212UH18]に分類される特許
1 - 7 / 7
生分解性容器の製造方法およびその方法で製造された生分解性容器
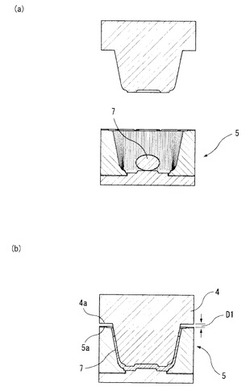
【課題】生分解性材料を水蒸気発泡させて焼成する際に生分解性材料の余剰分を発生させずに済む生分解性容器の製造方法を提供すること。
【解決手段】生分解性容器の製造方法は、ヒータを内蔵した嵌合可能な一対の雄型と雌型からなる発泡成形用の金型を用い、水分を含んだ生分解性材料を介在させて雄型と雌型を嵌合させ、金型内で生分解性材料を加熱し水蒸気発泡させて焼成することにより底部、胴部および開口縁部を有する容器状の発泡基材層を成形する工程を備え、雄型と雌型は完全に嵌合した際に互いに当接して第1蒸気抜き孔を形成する当接部をそれぞれ有すると共に少なくとも一方に第2蒸気抜き孔が形成され、金型内で生分解性材料を加熱する前記工程は、雄型と雌型の当接部が所定の間隔を空けて対向するように雄型と雌型を所定時間だけ予備的に嵌合させた後、前記当接部が互いに当接するように雄型と雌型を完全に嵌合させ第1および第2蒸気抜き孔から水蒸気を放散させながら焼成する工程である。
(もっと読む)
車両用内装部材の製造方法

【課題】スタンパブルシート内に加熱膨張性粒子を含むことでシート膨張時の厚さを厚くできるようにして、且つスタンパブルシートと表皮材とからなる貼合部材の剛性確保、及びスタンパブルシートと表皮材との接着性の両方を十分に満足できる貼合部材を得る。
【解決手段】熱可塑性樹脂、強化繊維及び加熱膨張性粒子を分散含有するスタンパブルシート1を用意する。スタンパブルシート1に表皮材2を重ねてから平板型のホットプレス機21で加熱圧縮してスタンパブルシート1表面に表皮材2を押付けて、スタンパブルシート1に表皮材2が貼り付けられた貼付部材3を製造する。その後ホットプレス機21を開き、加熱された貼付部材3のスタンパブルシート1中の加熱膨張性粒子を膨張させて所定の厚さの膨張貼付部材4を形成する。その後膨張貼付部材4をコールドプレス機に入れて加圧成形し車両用内装部材を成形する。
(もっと読む)
発泡体コアを有するFRP製成形品の成形法
【課題】FRP製成形品あるいはその部品として使用される、発泡体コアを有するFRP製成形品を、生産効率良く成形する方法を提供すること。
【解決手段】発泡体コアを有するFRP製成形品を成形するに際し、(1)目的とする成形品の成形型と相似な縮小型を用いて、発泡体コアを加圧・圧縮法によって作成する工程、(2)前記成形品の成形型の内表面に沿ってプリプレグを敷設した後、このプリプレグ上に発泡性シートを重ねて配置し、次いで、(1)で得られた発泡体コアを、前記成形品の成形型内部に、前記プリプレグ及び発泡性シートを介して配置する工程、(3)前記成形品の成形型内部を減圧して後又は減圧しながら、成形型を加熱し、前記発泡性シートを発泡させると共にプリプレグを硬化させる工程からなる成形法。
(もっと読む)
PTFE多孔体及びバルクフィルタ
【課題】強度に優れたバルク型の形状でありながらも、優れた透過性能及び分離性能が得られるPTFE多孔体及びこれを使用したバルクフィルタを提供すること。
【解決手段】気孔の形状が方向性を有する、バルク型のPTFE多孔体。上記PTFE多孔体からなるバルクフィルタ1において、該バルクフィルタ1を物質が透過する方向の気孔径をX、Xに直行する方向の気孔径をYとしたとき、それぞれの気孔2においてのY/Xを平均すると1を超えることを特徴とするバルクフィルタ1。上記PTFE多孔体からなるバルクフィルタ1において、気−液分離をすることが可能であることを特徴とするバルクフィルタ1。PTFE粉末に、造孔剤を混合し、これらを所定の方向にせん断応力を加えながらバルク型の形状に成形した後、上記造孔剤を除去することによって気孔を設ける上記PTFEン多孔体の製造方法。
(もっと読む)
表皮シート付き発泡樹脂成形品とその製造方法
【課題】基材の表面形状が3次元的にうねったような曲面を持つ発泡樹脂成形品1であっても、基材の強度低下を招くことなく、熱可塑性樹脂である表皮シート4をその表面形状に追従した状態で、容易かつ確実に熱接着できるようにする。
【解決手段】表皮シート4を熱接着する基材(発泡樹脂成形品)1として、縁部の少なくとも2箇所に連通している凹条3が表面全面にほぼ等しい分布で形成されているものを用いる。それを真空引きできるテーブル10の上にセットし、加熱軟化した表皮シート4を発泡樹脂成形品の凹凸模様(凹条3)が施されている面側に配置した状態で、テーブル10の下方から真空引きする。
(もっと読む)
ガラス繊維強化硬質ポリウレタンフォームの製造方法
【課題】表面凹凸が小さく、裁断して所定形状のパネルとしたときに廃棄物となる裁断ロスの少ないガラス繊維強化硬質ポリウレタンフォームの製造方法を提供する。
【解決手段】下面材11Lを供給する下面材供給工程、下面材11L上にガラス繊維マット20を供給するガラス繊維マット供給工程、ガラス繊維マット20の上に網状シート41を供給する網状シート供給工程、網状シート41層を有するガラス繊維マット20に硬質ポリウレタンフォーム発泡原液5を供給する原液供給工程、及び硬質ポリウレタンフォーム発泡原液5を反応、発泡させてガラス繊維強化硬質ポリウレタンフォームBとする発泡工程を有するガラス繊維強化硬質ポリウレタンフォームの製造方法とする。
(もっと読む)
加熱発泡シート、充填発泡部材および中空部材の内部空間の充填方法
【課題】 内部空間に突出空間がある場合でも、その突出空間を、格別の部材を用いなくても、簡易に充填することができる充填発泡部材、その充填発泡部材に用いられる加熱発泡シート、さらには中空部材の内部空間の充填方法を提供すること。
【解決手段】 100〜130℃で20分加熱した場合に一方向に伸長し、その伸長方向Aにおける伸長率が、5〜50%である加熱発泡シート3を、加熱発泡材料2を延伸することにより成形して得る。この加熱発泡シート3を充填発泡部材4に用いれば、内部空間7に突出空間9がある場合でも、充填発泡部材4を、加熱発泡シート3の伸長方向Aが突出空間9に向かうにように、主空間8に配置して、発泡すれば、その突出空間9を、格別の部材を用いなくても、簡易かつ低コストで充填することができる。
(もっと読む)
1 - 7 / 7
[ Back to top ]