
Fターム[4F212VP12]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | タイヤ成形に特有の装置、部品 (1,524) | ブラダ装置 (50)
Fターム[4F212VP12]の下位に属するFターム
複数個組合せて使用するもの (4)
流体の供給、排出部 (5)
ブラダ(袋体)自体 (21)
取付け、固定部 (2)
Fターム[4F212VP12]に分類される特許
1 - 18 / 18
タイヤを組み立てる装置
【課題】改善された品質のタイヤを得る。
【解決手段】タイヤを組み立てる装置であって、適用直径を画定する少なくとも1つの外面を有する組み立てドラムと、前記適用直径に従い、軸方向に対向する端部フラップを有する前記少なくとも1つのカーカスプライを前記外面の周囲に適用するための装置と、カーカススリーブを作成するように、前記端部フラップのそれぞれの周囲で、前記適用直径より小さい嵌合径を画定する環状繋留構造と軸方向に係合するための装置と、前記組み立てドラムに適用された前記カーカススリーブの周囲で同軸上にセンタリングされた位置に、少なくとも1つのベルト構造を備える外部スリーブを位置決めするための装置と、前記カーカススリーブをトロイド構成に成形するために、前記組み立てドラム上で動作する成形装置と、を備える。
(もっと読む)
生タイヤ成形装置、及びそれを用いた生タイヤ成形方法

【課題】サイドウォールゴムへの傷やシワの発生を抑制しながら、ケースはみ出し部を、効率よくビードコア廻りで折り返しかつケース本体部にしっかりと押し付けて貼着する。
【解決手段】ビードコアよりも軸心方向外側のケースはみ出し部2Bを、ビードコアの廻りで折り返しかつ円筒状のケース本体部の半径方向外周面に押し付けて貼着する折り返し手段とを具える。前記折り返し手段は、軸心方向内外に移動可能に移動基台に支持されるスライド体、膨張可能なゴムブラダー37、及びこのゴムブラダー内に収容される複数本の巻上げアームからなる巻上げアーム群38Gを具える。ゴムブラダー37は内圧充填によって膨張し、ケースはみ出し部2Bの折り返しを開始させる。巻上げアームは、スライド体の軸心方向内方への移動により作動し、折り返しを開始したケースはみ出し部2Bを、ゴムブラダー37を介してケース本体部の半径方向外周面に押し付けて貼着する。
(もっと読む)
タイヤ製造方法及びタイヤ製造用治具
【課題】加硫済みタイヤ及び加硫済みトレッドを一体化するに際して、トレッドに変形や圧着不足を生じさせることのないタイヤ製造方法及びタイヤ製造用治具を提供する
【解決手段】加硫済み台タイヤの円周方向表面に加硫済みトレッドを配置してタイヤを製造する方法であって、加硫済みトレッドのトレッドブロックにより区画される複数の溝部に、当該溝部と合致する治具をそれぞれ嵌め込み、治具を嵌め込んだ状態で加硫済み台タイヤ及び加硫済みトレッドをエンベロープ内に収容するようにした。
(もっと読む)
ビードリング搬送装置
【課題】スティフナーの形状を保持可能なビードリング搬送装置を提供することを目的とする。
【解決手段】カバー体102と保持板54との間には、弾性袋体100が設けられている。弾性袋体100は浮輪状の弾性体で構成され、図示しないエアコンプレッサから加熱ガスの供給を受けて膨張するようなっている。また、カバー体102の外周部にはスティフナー付きビードリング14側へ突出し、弾性袋体100を径方向外側から覆う突出部102Aが設けられている。この突出部102Aによって保持板54とカバー体102との間に膨張室104が形成されている。この膨張室104内で弾性袋体100が膨張することにより、膨張した弾性袋体100によって、スティフナー14Bが保持板54に押し付けられるようになっている。
(もっと読む)
タイヤ更生中にトレッドバンドを保持するための改善された装置
タイヤ更生での改善策が提供され、すなわちトレッド領域を封入する必要なく、更生動作中にタイヤ筐体の上にトレッドバンドを制約するための新しい装置が提供される。1枚または複数の膜が、トレッドバンドに張力をかけ、それによってタイヤの筐体に対してトレッドバンドの位置を維持するように、トレッドバンド上の特長に係合する。張力は、膜(複数の場合がある)の内部でトレッドバンドのトレッド領域全体を覆うことなくかけられる。 (もっと読む)
タイヤ製造方法、及び生タイヤシェーピング装置
【課題】 生タイヤ基体とトレッドリングとの接合に際して、エアー溜まりやトレッドリング外端の噛み込み等を抑制する。
【解決手段】シェーピングフォーマは、円筒状の生タイヤ基体2のビード部2Aを保持するビード保持リング15と、各ビード保持リング15を巾中心線Cに向かって接近移動可能に保持するビード移動手段16とからなるビード保持手段13、及びシェーピングブラダ12の両端部12Eを保持するブラダ保持リング26と、各ブラダ保持リング26を巾中心線Cに向かって接近移動可能に保持するブラダ移動手段27とからなるブラダ保持手段14を具える。ブラダ保持リング26を、ビード保持リング15とは独立して接近移動させることにより、生タイヤ基体2の膨張形状を制御する。
(もっと読む)
未加硫タイヤの製造方法及び製造装置
【課題】 コア成型において、傾斜したグリーンタイヤの側面に円環状の補強部材を一様な加圧力で確実に貼り付ける。
【解決手段】 補強部材をハードコア上に貼り付けたカーカスプライの側面に転写する(S101)。次に、補強部材貼付部の一対のリングで両側面が挟持されドーナツ状のブラダーを外周方向に拡張し(S102)、拡張したブラダーの側面で補強部材をカーカスプライに押し付ける(S103)。次に、ブラダー内のエアを抜き(S104)、補強部材貼付装置を移動させて、収縮させた状態のブラダーを補強部材の内径部内へ進入させる(S105)。補強部材の内径部近傍をブラダーで押圧し、カーカスプライに圧着する(S106)。
(もっと読む)
タイヤ成形ドラム
【課題】ロッドにより各セクタを精度良く誘導することにより、次のサイクル開始までの時間を短縮したタイヤ成形ドラムを提供する。
【解決手段】2つの同軸ハーフドラム5が、共通軸線3に沿って反対方向に動作し、各ハーフドラム5は、それぞれがラジアルロッド22を有するセクタ25の環によって規制される伸長式クランプ装置18を有し、セクタ25は、駆動装置21によって、伸長位置から、あるいは該伸長位置へと移動可能であり、各ビードバンドル19をクランプする。駆動装置21は、軸線3に沿って前後に移動可能な被駆動体32を有し、多数の単独ガイド部材42を支持する。各単独ガイド部材42は、これに対応するセクタ25を被駆動体32の軸方向変位量に応じて、伸長位置から、あるいは伸長位置に移動させる各セクタ25のラジアルロッド22にポジティブに連結される。
(もっと読む)
折り返しブラダ監視システム
【課題】ブラダに供給する内圧に異常が発生したり、ブラダが経時変化したりしても、その異常発生を早期に検出し、折返し不良に起因する不良を防止することのできる折返しブラダ監視システムを提供する。
【解決手段】折返しブラダ監視システム10は、膨出した状態における折返しブラダの膨出径を測定するブラダ膨出径測定センサ21と、異常警報を発信する警報器26と、ブラダ膨出径測定センサ21から入力した前記膨出径が予め定められた正常範囲から外れた場合に警報器26に警報発信指令を出力する制御部24とを具える。
(もっと読む)
ゴム部材のターンアップ方法および装置
【課題】ゴム部材の端部の折り返しに用いるブラダの耐久性を向上させるとともに、折り返したゴム部材の端部を、対向するゴム部材にすき間が生じないように圧着させるゴム部材のターンアップ方法および装置を提供する。
【解決手段】ブラダ7の内側にドラム周方向に所定ピッチで設けられた複数の押上げレバー3の後端部をドラム軸方向に移動させ、先端部をドラム外周方向に回動移動させることにより、ブラダ7のゴム膜を介して、成形ドラム2に巻付けたゴム部材9のビード部材10よりもドラム外側の範囲の端部を折り返すとともに、折り返した際に、ビード部材10の根元部周辺の範囲に対向するゴム部材9の端部を、ブラダ7のゴム膜を介して押圧し、複数の押上げレバー3により押圧した範囲よりもビード部材10の先端側の範囲のゴム部材9の端部を、ドラム外周側に膨張するブラダ7により押圧する。
(もっと読む)
タイヤ構成部材の圧力測定方法
【課題】ブラダーにより押圧変形させたタイヤ構成部材の変形を阻害することなく、タイヤ構成部材に加わる圧力を測定することが可能なタイヤ構成部材の圧力測定方法を提供する。
【解決手段】ブラダー2が押圧する第1タイヤ構成部材3の押圧面3xの所定の位置に個々に独立した複数の圧力センサー6を配置する。ブラダー2をインフレートして第1タイヤ構成部材3を押圧変形させて第2タイヤ構成部材4に圧着する一方、複数の圧力センサー6によりブラダー2と第1タイヤ構成部材3との間の接触圧力を測定する。
(もっと読む)
エラストマタイヤを形成するために、プライ、ベルト及びビードのコアを形成し、そのコアをモールドに配置するための改善された方法及び装置
【課題】エラストマ材料の内、特にウレタンから、バランスの取れた自動車用タイヤを作製するための有効な方法としてタイヤの形成方法を大きく改善する。
【解決手段】エラストマタイヤを形成するために、プライ、ベルト及びビードのコアを形成し、そのコアをモールドに配置するためのタイヤコア製造方法及び装置。コアはインナモールドのマンドレル上に形成され、コアを形成するためのプライスリーブはエキスパンダコーンに沿ってマンドレルの上を通される。ビードはビードセンタリングプレートによって移動されてマンドレル側面に配置される。ビードを覆うようにプライ端部を折り返し、マンドレルの両側面に折り畳む。同様に、ベルトコードを織ったベルトがエキスパンダコーンに沿ってマンドレルの上に通される。タイヤコアはマンドレルのクラウンの周囲に巻き付けられる。
(もっと読む)
安全タイヤの製造方法
【課題】 製造時及び製造後の、ジョイント部及びその近傍を基点とした故障の発生を抑制することのできる安全タイヤの製造方法を提供する。
【解決手段】 この発明に従う安全タイヤの製造方法は、未加硫のゴム部材を、その長手方向端部同士でジョイントして中空円環状とし、この中空円環状ゴム部材1を加硫モールド3内にセットした後、内圧を適用し中空円環状ゴム部材1を膨張させた状態で加硫成型を行うことにより、安全タイヤ用空気のうを形成する工程を有する。この工程において、中空円環状ゴム部材1を加硫モールド3内で所定外径にまで膨張させるときのジョイント部2での外径成長速度を、ジョイント部2に隣接する一対のジョイント部近傍領域6a、6bでの外径成長速度と略同一にする。
(もっと読む)
タイヤ離型方法及びそれに使用されるタイヤ成型ドラム
【課題】拡縮可能な円筒形状のタイヤ成型ドラムを使用したグリーンタイヤの成型工程において、成型後のグリーンタイヤをタイヤ成型ドラムから安全にかつ簡単に外すこと。
【解決手段】カーカスを含むシート状のタイヤ構成部材11をタイヤ成型ドラム1の外周面で巻回して円筒状のグリーンタイヤ10を成型した後、タイヤ成型ドラム1の内部を密閉し、その密閉空間内に圧縮空気を送り込むことにより、タイヤ成型ドラム1のドラムセグメント1a間の隙間からグリーンタイヤ10とタイヤ成型ドラムの間に空気を浸透させてグリーンタイヤ内面へ空気圧をかけ、グリーンタイヤ10とタイヤ成型ドラムを離型する。
(もっと読む)
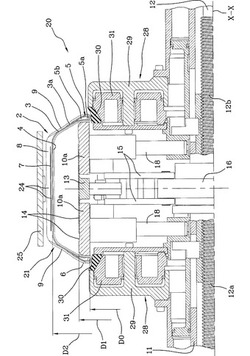
タイヤ成形機
【課題】バンド部材とビード部材とからなる筒状部材をトロイダル状に成形してなるタイヤ状部材の側面部を幅方向内側から全周に亘って支持することができ、しかも筒状部材の装着作業やタイヤ状部材の取外し作業を容易に行うことのできるタイヤ成形機を提供する。
【解決手段】トロイダル状に成形されたバンド部材BAの側面部の幅方向内側に互いに周方向に近接するように配置された状態で各当接プレート35b,36bを当接させ、バンド部材BAの側面部をバンド部材BAの幅方向内側から全周に亘って支持するようにし、また、各当接部材35,36を、各第1当接部材35の傾動方向の位置と各第2当接部材36の傾動方向の位置とが互いにずれるようにバンド部材BAの幅方向内側に傾動させるようにした。
(もっと読む)
ラジアルタイヤを構成するための方法及び装置
本発明は、
・シリンダ状の外周を備えるセグメント化されたベルト構成ドラム(11)上で特に自動的に接合された少なくとも2つのベルト層から成るベルトパケット(5)を構成するステップと、
・別の構成ドラム上で1つの気密の内層と、少なくとも1つのカーカス補強材(2)と、コア成形体を有する2つのビードコアとを備えるカーカスホース(12)を構成するステップと、
・膨張可能なベローズ(15)を有する軸方向に運動可能なベローズサポートを横に接続したセグメント化された別の構成ドラム(10)上にカーカスホースを搬送するステップと、
・ベルトパケットをセグメント化された別の構成ドラムに搬送し、ベルトパケットをカーカスホース(12)上に位置決めするステップと
を有するラジアルタイヤを構成するための方法に関する。
セグメント化された別の構成ドラム(10)は、仕上げられたタイヤのベルトパケット(5)の予定横断面輪郭に一致するように、その外面を成形されている。従って、カーカスホース(12)は、ベルトパケット(5)がセグメント化された構成ドラム(10)及び/又は外からベルトパケット(5)と接触可能な装置によって輪郭付けもしくは成形されるように、別の構成ドラム(10)を拡径することによってベルトパケット(5)と接合される。  (もっと読む)
(もっと読む)
タイヤ成形ドラム、及び、それを有するタイヤ成形機
【課題】 複数設けても同一仕様の空気入りタイヤを製造することができるタイヤ成形ドラム及びそれを有するタイヤ成形機を提供することを課題とする。
【解決手段】 タイヤ成形機10は、被成形ゴム材を成形するためのブラダ12を有するタイヤ成形ドラム14と、タイヤ成形ドラム14に接続され、加圧空気が送給される空気配管16と、空気配管16に接続され、加圧空気を送給する電空レギュレータ36と、を有する。タイヤ成形ドラム14には圧力センサ28が取付けられている。また、タイヤ成形機10は、圧力センサ28で測定された空気圧に基づき、ドラム内の圧力が設定圧力に到達したと判断すると電空レギュレータ36からのエア供給を停止させるコントローラ34を備えている。これにより、簡易な手段でフィードバック制御を行うことによって、成形する際にドラム内の圧力を各タイヤ成形機で同一にすることができる。
(もっと読む)
ラジアルタイヤを成形する方法及び装置
本発明は、タイヤ成形機でラジアルタイヤを成形する方法に関する。このタイヤ成形機は、シリンダ状の外周を有する膨張可能な1つのカーカスドラム及び膨らまし可能なベローを有する2つのベローキャリアを有する。この場合、タイヤのインナーライナー及びカーカスドラムの縁から上に折り返される両縁部を有するカーカスが、カーカスドラム上に張られて組継ぎされ、引き続きビードコアが、ビードフィラーと共に位置決めされ、カーカスの両縁部が、ベローを膨らますことによってビードコア及びビードフィラーの外面周りに折り返される。膨張可能なベローキャリア(10)が設けられている。このベローキャリア(10)は、タイヤ部品の貼り付け及び組継ぎのために膨張される。その結果、ベロー(11)の外面が、膨張したカーカスドラム(9)の外面と共に少なくともほぼ一様なシリンダ状の当接面を形成する。  (もっと読む)
(もっと読む)
1 - 18 / 18
[ Back to top ]