
Fターム[4F213AG12]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 一般形状、構造物品(用途物品優先) (1,313) | 管状体(←配管パイプ) (210) | 曲り管 (9)
Fターム[4F213AG12]に分類される特許
1 - 9 / 9
屈曲した形状のホースを製造する方法
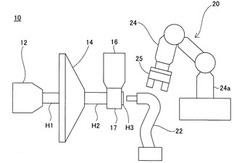
【課題】本発明の方法は、未加硫のホース中間体H3を屈曲したマンドレル22へ挿入する作業を自動化することで工程を簡略化する。
【解決手段】本方法は、ホース中間体H3の外周部を掴むチャック25を有し、チャック25を駆動部24aによりマンドレル22の曲がった形状に沿って移動させる挿入ガイド装置24を用いる。ヘッド17の押出口17aに、マンドレル22の挿入端部22dを位置合わせし、ヘッド17の押出口17aからホース中間体H3を、マンドレル22の挿入端部22dに外装されるように押し出し、ホース中間体H3の外周端部を、チャック25により掴んでマンドレル22の曲げ形状に沿って移動することでホース中間体H3をマンドレル22に外装し、その後切断する。
(もっと読む)
屈曲した形状のホースを製造する方法

【課題】本発明は、ホースの曲げ工程が簡単で、未加硫ゴムに不用意な熱履歴を与えない屈曲した形状のホースの製造方法を提供する。
【解決手段】本発明にて、樹脂マンドレルRMを押出形成し、樹脂マンドレルRMの外周部に未加硫ゴムからなるホース中間体を形成し、ホース中間体および樹脂マンドレルRMを所定長さに順次切断する。その後、樹脂マンドレルRMの中空部RMaにヒータ30bを挿入して、樹脂マンドレルRMを加熱しつつ樹脂マンドレルRMおよびホース中間体を所定形状に曲げ、その後加硫する。加硫工程を経た樹脂マンドレルRMが加硫時の余熱または外部加熱により軟化した状態にて、ホース中間体から樹脂マンドレルRMを抜き取る。
(もっと読む)
分岐部付パイプの製造方法
【課題】従来のフローティングコアによるパイプ成形法を利用し、その利点を生かしつつ、各種分岐部付パイプを合成樹脂で効率よく一体成形できるようにする。
【解決手段】一端にフローティングコア1を備えた加圧ポート2を有し、他端に第一排出口3を有する主キャビティ4内と、主キャビティ4に連通し、端部に開閉可能な第二排出口6を有する分岐部キャビティ5内に、溶融樹脂を射出した後、
加圧ポート2から加圧流体を圧入して、フローティングコア1を第一排出口3側に移動させると共に第一排出口3から溶融樹脂を押出させ主パイプ中空部を形成せしめる工程と、
主パイプ中空部が分岐部キャビティ5と主キャビティ4の連通部分に達した後に、第二排出口6を開放して、第二排出口6から溶融樹脂を加圧流体にて押出させ分岐パイプ中空部を形成せしめる工程と、
を有する分岐部付パイプの製造方法。
(もっと読む)
曲がりホース成型用金型及びこれを用いた曲がりホースの製造方法
【課題】複雑な三次元形状を有し内面にしわやたるみのない高品質の曲がりホースを、低コストで簡便に製造可能な曲がりホース成型金型を提供する。
【解決手段】曲がりホースの成型に用いられる金型であって、前記曲がりホースの所定の曲げ形状に加工された金属棒2と、この金属棒2の長手方向の任意の位置と円周方向の任意の向きに固定可能とされると共に、未加硫の前記ホースを支持可能な複数個のホルダー3とを備えてなる。
(もっと読む)
樹脂−ゴム複合曲がりホース成型金型および成型方法
【課題】複雑な三次元形状を有し内面にしわやこぶ等の欠陥のない高品質の樹脂−ゴム複合曲がりホースを、低コストに製造可能な成型金型を提供する。
【解決手段】樹脂チューブの外側に複数のゴム層とこの複数のゴム層間に介在する補強層とを被覆された樹脂−ゴム複合曲がりホース成型金型であって、所望とする三次元形状を有する所定長の金型マンドレル2と、この金型マンドレル2を未加硫の樹脂−ゴム複合ホース11に挿入して前記金型マンドレル2の両端を固定するための固定金具3,4と、この固定金具3,4によって前記金型マンドレル2が所定形状に固定される共通台座5とからなると共に、前記金型マンドレル2が長手方向に2分割されてなる樹脂-ゴム複合曲がりホース成型金型1。
(もっと読む)
樹脂−ゴム複合曲がりホースの製造方法
【課題】複雑な三次元形状を有し、内面にしわやこぶ等の欠陥のない高品質の樹脂−ゴム複合曲がりホースを、低コストに製造する方法を提供する。
【解決手段】
樹脂チューブの外側に複数のゴム層とこの複数のゴム層間に介在する補強層とを被覆された樹脂−ゴム複合曲がりホースの製造において、前記未加硫の樹脂−ゴム複合ホース1を所定長に寸法切断2した後、前記樹脂チューブの内側に中空部を有する可撓性マンドレルを挿入3して、ストレートの状態で予備加硫5aすることによって補強層の熱収縮を行い、次いで、この可撓性マンドレルの中空部に成型用マンドレルを挿入4して、本加硫5することにより樹脂−ゴム複合曲がりホース7を製造する。
(もっと読む)
樹脂−ゴム複合曲がりホースの製造方法
【課題】複雑な三次元形状を有し内面に傷のない高品質の樹脂−ゴム複合曲がりホースを、低コストに製造する方法を提供すること。
【解決手段】樹脂チューブの外側に複数のゴム層とこの複数のゴム層間に介在する補強層とを被覆された樹脂−ゴム複合曲がりホースの製造において、前記未加硫の樹脂−ゴム複合ホース1を所定長に寸法切断2した後、前記樹脂チューブの内側に中空部を有する可撓性マンドレルを挿入3し、更に、この可撓性マンドレルの中空部に成型用マンドレルを挿入4して、その後加硫5することにより樹脂−ゴム複合曲がりホース7を製造する方法。
(もっと読む)
歯付ベルトおよびこれに用いる歯部補強材
【課題】歯ゴム部表面を繊維織物で被覆した歯付ベルトにおいて、歯ゴム部表面にオレフィン系短繊維群を溶融固化して形成した短繊維結合層を配し、摩擦抵抗を長期にわたって低減させてベルト寿命の向上に寄与する歯付ベルトとこれに使用する歯部補強材を提供することを目的とする。
【解決手段】心線3が埋設された背ゴム部4と、背ゴム部4にベルト長手方向に所定のピッチで配設された複数の歯ゴム部2とを備え、歯ゴム部2の表面に歯部補強材5を貼着した歯付ベルト1であり、上記歯部補強材5が織物からなる基布7の一方の面にオレフィン系短繊維群を溶融固化して形成した短繊維結合層8を、そして他面にコートゴム層9を付着形成し、上記短繊維結合層8が歯ゴム部2の最外面に露出した状態で位置している。
(もっと読む)
歯付ベルトおよびこれに用いる歯部補強材
【課題】歯付ベルトの歯部表面をクッション性に優れた層で形成し、摩擦抵抗を長期にわたって低減させてベルト寿命の向上に寄与し、静粛性に優れる歯付ベルトおよびこれに用いる歯部補強材を提供することを目的とする。
【解決手段】心線3が埋設された背ゴム部4と、背ゴム部4にベルト長手方向に所定のピッチで配設された複数の歯ゴム部2とを備え、歯ゴム部2側に歯部補強材5を貼着した歯付ベルト1であり、上記歯部補強材5が接着層6を含浸させた織物からなる基布7の一方の面にカットした短繊維を付着させた短繊維集合層8を、そして他面にコートゴム層9を形成し、上記短繊維集合層8が歯ゴム部2の最外面に位置している。
(もっと読む)
1 - 9 / 9
[ Back to top ]