
Fターム[4G058AD03]の内容
管状製品、埋設成形品の製造 (1,656) | 管状製品の製造(一般) (27) | 成形後の処理又は再成形 (5)
Fターム[4G058AD03]に分類される特許
1 - 5 / 5
管底接合用片落管、異径管接合用土管及びその製造方法
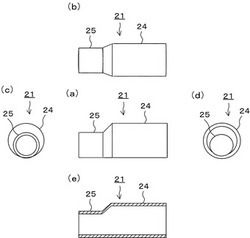
【課題】口径の異なる2つの土管を、逆勾配を生じさせることなく、且つ、大きな隙間を生じさせることなく容易に接合させることができる、土管で形成した管底接合用片落管を提供する。
【解決手段】口径の異なる2つの土管24,25を管底を一致させて同一軸方向に接合し、2つの土管24,25の相互の接合部分の隙間を埋めて一つの土管を形成してなる管底接合用片落管21を提供する。管底接合用片落管21を製造する場合、大径土管24と小径土管25の接合側端部に夫々切欠部を形成し、小径土管25と大径土管24の管底とを夫々一致させた状態で、小径土管25の切断されていない接合側先端と、大径土管24の切欠部の軸心方向切断面とを突合せ、小径土管25の切欠部を大径土管24内に差し込み、小径土管25の切欠部近傍を大径土管24内に重ね合わせ、2つの土管24,25の相互の接合部分の隙間を埋めて2つの土管24,25を接合する。
(もっと読む)
遠心力成形コンクリート管の製造方法及びその遠心力成形コンクリート管
【課題】 コンクリート管の仕上げが容易になり、外圧強度を増加させることが可能となる遠心力成形コンクリート管の製造方法及びそのコンクリート管を提供すること。
【解決手段】 遠心力成形コンクリート管の外層を遠心力成形し、その後、スラグ20〜80部とアルミナセメント80〜20部からなる結合材100部と、細骨材50〜300部を含有してなる遠心力成形仕上げ材を用いて、内層を遠心力成形し、50℃〜90℃で加熱養生してなる遠心力成形コンクリート管の製造方法、加熱養生時間が1〜8時間である該製造方法、内層の厚みが、2mmから管厚の30%である該製造方法、内層を遠心力成形する際に、重力加速度G2.5で回転後、G20〜40で遠心力成形する該製造方法、及びG20〜40で遠心力成形する時間が、5〜15分である該製造方法、並びに、該遠心力成形コンクリート管の製造方法で製造された遠心力成形コンクリート管を構成とする。
(もっと読む)
プレストレストコンクリート製管体および推進工法

【課題】推進工法で用いられるコンクリート製管体を低コストに高強度化する。
【解決手段】円筒状に一体に遠心成型されたC管体2内に当該C管体2の周方向に沿って複数のシース4および定着具を配置した状態で遠心成型する。そして、シース4にPC鋼材6を挿通し、PC鋼材6の一端を定着具5に固定してジャッキでプレストレスを導入し、他端も定着具5に固定する。これにより、C管体2をPC鋼材6で締め付けることによりC管体2に半径方向中心側に向かうプレストレスをかけてプレストレストコンクリート製管体1とする。
(もっと読む)
焼結管の製造方法及び支持治具
【課題】 焼結前の管状成形体の形状維持を精度よく行うことができる焼結管の製造方法及び支持治具の提供を目的とする。
【解決手段】 金属又はセラミックス粉末とバインダを含む管状の成形体20を作製するステップ(a)と、その外径が小さい縮径状態及びその外径が大きい拡径状態をなす棒状の支持部材10を、縮径状態で成形体20の中空部に挿入するステップ(b)と、支持部材10を成形体20の中空部に挿入した後に、支持部材10を拡径状態とするステップ(c)と、を備え、縮径状態の支持部材10の外径は、成形体20の内径よりも小さく、拡径状態の支持部材10の外径は、成形体20の内径と実質的に一致することを特徴とする焼結管の製造方法。
(もっと読む)
圧電管
本発明は圧電管を形成する方法に関係する。この方法は、流体媒体中にセラミック粒子の懸濁を形成するステップと、流体にロッドを位置決めするステップと、次に、電気泳動を使用してロッドに粒子を堆積するステップとを含む。堆積層は次に圧電管を形成するために熱処理される。 (もっと読む)
1 - 5 / 5
[ Back to top ]