
Fターム[4K033LA00]の内容
電磁鋼板の製造 (7,545) | 焼鈍分離剤塗布 (208)
Fターム[4K033LA00]の下位に属するFターム
焼鈍分離剤、MgOが主体 (167)
塗布方法 (19)
塗布量 (12)
Fターム[4K033LA00]に分類される特許
1 - 10 / 10
高Si含有の方向性電磁鋼板の冷間圧延方法
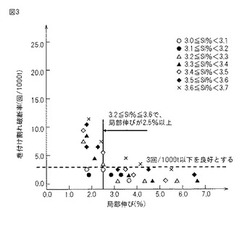
【課題】Siを3.2質量%以上含む方向性電磁鋼板の製造における冷間圧延において、鋼板の破断を防ぐ冷間圧延方法を提供する。
【解決手段】質量%で、Siが3.2%以上、4.0%以下を含有し、残部がFe及び不可避的不純物からなる成分組成を有する鋼スラブを熱間圧延し、その後、熱処理を施し、続いて、デスケリーリングを施し、その後、一回以上の冷間圧延を施し、次いで、脱炭・一次再結晶焼鈍、焼鈍分離剤塗布、二次再結晶焼鈍、平坦化焼鈍を施す一連の工程を有する方向性電磁鋼板の製造における冷間圧延方法において、冷間圧延を可逆冷間圧延機で行い、かつ、一パス目の冷間圧延を、局部伸びが2.5%以上となる冷間圧延率で行うことを特徴とする方向性電磁鋼板の冷間圧延方法。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】磁区細分化により鉄損を低減させる方向性電磁鋼板の製造方法において、磁区細分化をより確実に実現する手法について提供する。
【解決手段】コイル状に巻き取った方向性電磁鋼板に仕上げ焼鈍を施し、次いで平坦化焼鈍を施してから、該鋼板の圧延方向と交差する向きに電子ビームを照射する、磁区細分化処理を施すに当り、該仕上焼鈍時のコイルの内巻き部分から外巻き部分に向けて、当該鋼板部分に照射するレーザーのエネルギー密度を高めていく。
(もっと読む)
方向性電磁鋼板の製造方法

【課題】製造工程を増やしたり特別な手段を講じたりすることなく、簡便な方法で、高温仕上焼鈍時におけるコイル下側面端部の形状不良を防止することができる方向性電磁鋼板の製造方法を提案する。
【解決手段】方向性電磁鋼板用鋼スラブを熱間圧延し、冷間圧延し、一次再結晶焼鈍し、焼鈍分離剤を塗布した後、コイルに巻取り、アップエンド状態で仕上焼鈍を施して方向性電磁鋼板を製造する方法において、上記コイル巻き取りの際に、仕上焼鈍時のコイル下側面の形状不良が発生し難い位置に凸部を形成するとともに、上記凸部形成により仕上焼鈍時のコイル上側面に生ずる凸部の一部に平坦部を設けることを特徴とする方向性電磁鋼板の製造方法。
(もっと読む)
銅含有方向性珪素鋼の製造方法
スラブを熱間圧延し、一回目の冷間圧延を行ってから800℃以上に加熱し、PH2O/PH2=0.50〜0.88の保護雰囲気中で中間脱炭焼鈍を3〜8分間行うことで、鋼板の炭素含有量を30ppm以下に低下させる工程と、次に、ショットブラストと酸洗をして表面における鉄の酸化物を除去し、酸素含有量を500ppm以下に抑制する工程と、所期の厚さになるまで二回目の冷間圧延を行い、スラリー状で分離剤を塗布する工程と、分離剤の含水率を1.5%未満にするように乾燥する工程と、酸化度(PH2O/PH2)が0.0001〜0.2の水素含有保護雰囲気中で高温焼鈍する工程と、最後に張力コーティングと伸長平坦化焼鈍を施す工程と、を含む電磁的性能の高い銅含有方向性珪素鋼の製造方法。 (もっと読む)
電磁鋼板の製造方法
【課題】圧延方向および圧延直角方向の透磁率(磁束密度)がともに高い正キューブ方位を有する二次再結晶粒からなる電磁鋼板を提供する。
【解決手段】電磁鋼板の製造方法において、 鋼中へのAl添加量を0.001〜0.009%と従来よりも低減し、さらにSe、S、O、Nをそれぞれ30ppm以下に低減し、鋼中にSnを0.01〜0.20%の範囲で含有させると共に、脱炭・再結晶焼鈍における500〜750℃間の平均昇温速度を20℃/s以上とし、その後最終仕上げ焼鈍を施す。
(もっと読む)
一方向性電磁鋼板の製造方法
【課題】高い透磁率と加工性を併せ持つ一方向性電磁鋼板の製造方法を提供する。
【解決手段】C:0.02%以下、Si:1.0〜5.0%を含み、インヒビターレスの組成になる鋼スラブを素材として、表面にセラミック質の被膜が生成しないように最終仕上げ焼鈍を施して一方向性電磁鋼板を製造するに際し、 熱間圧延中の鋼板表面温度が950℃以上における累積圧下率を75%以上とし、かつ該鋼板表面温度が1050℃以上での累積圧下率を20%以上とし、さらに熱間圧延後の最初の焼鈍の昇温過程:500〜900℃間の所要時間を100秒以内とする。
(もっと読む)
鏡面方向性電磁鋼板の製造方法
【課題】鏡面方向性電磁鋼板の製造において、脱炭焼鈍の昇温過程の急速加熱領域を、誘導加熱が利用できる温度に低下させる。
【解決手段】珪素鋼素材を、1280℃以下の温度で加熱した後に熱間圧延し、熱延板を焼鈍し、次いで冷間圧延を施して最終板厚の鋼板とし、その鋼板を脱炭焼鈍した後、窒化処理し、アルミナを主成分焼鈍分離剤を塗布して仕上げ焼鈍を施す鏡面方向性電磁鋼板を製造する際、熱延板焼鈍を、1000〜1150℃の所定の温度まで加熱して再結晶させた後、それより温度の低い850〜1100℃で焼鈍する工程で行い、鋼板を脱炭焼鈍する際の昇温過程における加熱を、鋼板温度が550℃から720℃にある間を40℃以上、さらに好ましくは75〜125℃/秒の加熱速度となる条件で行う。
(もっと読む)
方向性電磁鋼板の一次再結晶焼鈍設備
【課題】方向性電磁鋼板の製造において、鋼板幅方向の結晶粒径の変動を低く抑えることで歩留まりの低下を防止することが可能な方向性電磁鋼板の一次再結晶焼鈍設備を提供する。
【解決手段】本発明に係る方向性電磁鋼板の一次再結晶焼鈍設備は、連続焼鈍炉出側に、鋼板の結晶粒径をオンラインで測定可能なセンサーを、鋼板幅方向の2ヶ所以上に備える。
また、連続焼鈍炉出側に、鋼板の結晶粒径をオンラインで測定可能なセンサーを、鋼板幅方向に移動可能に1つ以上備えてもよい。
ここで、前記鋼板の結晶粒径をオンラインで測定可能なセンサーとしては、コの字形コアに、励磁一次コイルと出力二次電圧コイルとを巻装した構成のものを用いることが好ましい。
(もっと読む)
電磁軟鉄薄肉シートの製造方法
【課題】
電磁軟鉄から厚さ1mm以下の薄肉のシートを製造するに当たり、歪取り焼鈍をコイルの状態で行なっても、シート間の焼き付きが低減され、冷間圧延製品の表面に生じるキズが少ないシートを製造することができる方法を提供する。キズの減少により、後続の加工工程により製造した最終製品の良品歩留まりを向上させることができる。
【解決手段】
粗圧延(熱間)−中間圧延(冷間)−歪取り焼鈍−最終圧延(冷間) の工程を含む製造方法において、中間圧延の圧下率を50%以上に選択するとともに、歪取り焼鈍に先立って、(1)シートの表面を粗くして、粗さRyを3μm以上にすること、(2)シートの表面を非水性の洗浄液で洗浄して、中間圧延において発生した微細鉄粉を除去すること、および(3)シートの表面にシリコーン系の焼き付き防止剤を塗布すること、の少なくともひとつを実施する。
(もっと読む)
鉄損の良好な鏡面方向性電磁鋼板の製造方法
【課題】 脱炭焼鈍における脱炭性を良好に実施しつつ磁気特性の良好な表面平滑度の高い鏡面方向性電磁鋼板を製造する手段を提示する。
【解決手段】 質量%で、Si:2.0〜4.0%、酸可溶性Al:0.01〜0.05%、N:0.01%以下、Mn:0.3%以下、S:0.05%以下、残部が実質的にFe及び不可避的不純物からなる珪素鋼熱延鋼板を、一回もしくは中間焼鈍を挟む二回以上の冷間圧延により最終板厚とし、次いで脱炭焼鈍を行った後、該鋼板を積層する際、板間の焼鈍分離剤中の主体成分としてアルミナを用いることにより、仕上げ焼鈍後に表面を鏡面にする鏡面方向性電磁鋼板の製造方法において、脱炭焼鈍工程を前段と後段に分離し、前段及び後段の酸化度(PH2O/PH2)P1,P2を以下の範囲で行うことを特徴とする、鉄損の良好な鏡面方向性電磁鋼板の製造方法。0.05≦P1≦0.2、2≦P1−0.03
(もっと読む)
1 - 10 / 10
[ Back to top ]