
Fターム[4K042BA01]の内容
Fターム[4K042BA01]に分類される特許
661 - 666 / 666
歯車が組み合わされたクランクシャフト、並びに前記クランクシャフトの製造方法及び使用
出力密度及び点火圧力の高いモータ、たとえばディーゼルモータは、特にクランクシャフトと歯車との結合領域において高応力に耐えることのできる、歯車が組み合わされたクランクシャフトを要する。その結果として、オーステンパー処理された歯車が螺着又は溶接によって固着された鍛鋼製のクランクシャフトが通常用いられる。本発明の目的は、方法ステップのより少ない、歯車が組み合わされたクランクシャフトの製造方法を提供すること、並びに、前記方法にしたがって製造されたクランクシャフトを提供することである。このことを達成するために、歯車が組み合わされたクランクシャフトは、一体部品として鋳造される。オーステンパーダクタイル鋳鉄が出発材料として使用される。ピーニング、又は炭化物を含有する被膜の適用によって、強度及び耐磨耗性が局所的に増大される。 (もっと読む)
プレス焼入れ部品及びその製造方法
本発明は、熱間成形可能な非焼入れの鋼板から成る半製品からプレス焼入れ部品、特に車体構造部品を製造する方法に加えて、プレス焼入れ部品に関する。本発明は、冷間成形プロセス、特に絞りプロセスによって半製品から部品ブランクを成形し、製造すべき部品の縁の外形にほぼ対応するように部品ブランクの縁を切断し、切断された部品ブランクを、熱間成形工具で加熱すると共にプレス焼入れし、続いて、被覆ステップにおいて、腐食防止被覆によって覆う各ステップを備える。 (もっと読む)
配管システムに使用されるステンレス鋼管の製造方法
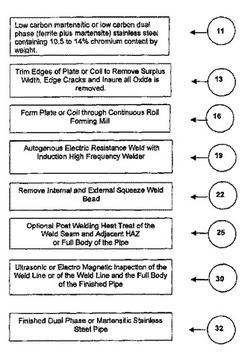
低炭素の2相系(フェライト/マルテンサイト)及び/又は低炭素のマルテンサイト系ステンレス鋼管は、必要な降伏強さと耐腐食及び/又は耐侵食性を有する。従来のコストの高いビレットに孔を開けてシームレス管を製造する方法を用いたりUOE若しくはブレーキプレスを用いる方法ではなく、高速成形機を利用することにより処理済のプレート又はコイルから最大外径をした管を製造することができる。従来のレーザ、タングステンイナートガス、ガスメタルアーク、プラズマアーク、サブマージアーク若しくはダブルサブマージ溶接法を利用するのではなく、また炭素鋼管を溶接するのに従来用いられたERWのパラメータや手順を利用するものではないERW技術を用いる。管の用途における業務基準に合致する降伏強さ及び寸法公差を実現するように、熱処理工程及び連続的な成形機の能力に適合するような溶接管の寸法及び機械特性が達成される。 (もっと読む)
耐候性に優れたマルテンサイト系ステンレス鋼管の製造方法

【課題】耐候性に優れたマルテンサイト系ステンレス鋼管を、低廉な製造コストで効率的に製造できる。
【解決手段】Cr含有量が9〜15質量%からなるマルテンサイト系ステンレス鋼を素材として製管し、次いで熱処理した後、鋼管表面に非鉄酸化物系または非鉄炭化物系であって、含有される磁性鉄分が5%以下の研掃材を衝突させ、表面に生成した酸化皮膜を除去することを特徴とする耐候性に優れたマルテンサイト系ステンレス鋼管の製造方法である。さらに、上記研掃材は、循環再利用するのが望ましい。
(もっと読む)
中空鋼ロッドの熱処理方法
【課題】 掘削用ビット取付け側ねじ部およびフィレット部の疲労強度を向上することによって、長寿命を有する経済的な削岩機用中空鋼ロッドを与える熱処理方法を提供する。
【解決手段】 中空鋼ロッド材を浸炭焼入れ焼戻ししたのち、ビット取付け部3に対して高周波焼入れを施し、その後更に150〜250℃で焼戻しを施す。
(もっと読む)
筒状ワークの内面焼入用冷却ジャケット
【目的】 筒状ワーク内面の周方向複数位置に設けられた溝部の両壁面を移動焼入するときのサブジャケットに好適な冷却ジャケットを提供する。
【構成】 複数枚の板材41,42,43を積層して構成された積層体40により冷却ジャケットを構成する。板材41の上面に設けた放射状の溝部41bにより、板材41,42間に第1流路を形成する。板材42の上面に設けた放射状の溝部42bにより、板材42,43間に第2流路を形成する。筒状ワーク内面の周方向複数位置に設けられた溝部の両壁面を加熱する加熱コイルの移動方向前方に積層体40を連結し、溝部の両壁面を加熱中は下段の第1流路に冷却液を供給し、その冷却液を溝部の底面に噴射することにより、底面の加熱を抑える。両壁面の加熱終了と同時に、上段の第2流路に冷却液を供給し、その冷却液を溝部の両壁面に噴射することにより、両壁面の最終加熱部を急冷し焼入する。積層体40の厚みが薄いために、両壁面は端部まで加熱され焼入される。
(もっと読む)
661 - 666 / 666
[ Back to top ]