
Fターム[4L056EB30]の内容
Fターム[4L056EB30]に分類される特許
21 - 24 / 24
クリール装置における糸切れ検出装置のアドレス設定方法およびクリール装置における糸切れ検出装置
【課題】クリール装置1において、ディップスイッチ等のハード的なアドレス設定器を設けずに、各制御器11によるアドレス設定動作を順次自動的に行われるようにする。
【解決手段】給糸体2の支持部材3a毎の複数の糸切れセンサ9に対応して設けられ直列接続された複数の制御器11とク−ル装置1全体の糸切れを監視するための中央処理装置12とを接続してなる糸切れ検出装置10において、中央処理装置12は、最上流側の制御器11に、アドレス情報を含む信号を出力する。最上流側の制御器11は、入力信号に基づいて自らのアドレスを認識・記憶すると共に、入力した信号の情報を基に所定の演算規則に従って下流側の後続の制御器のアドレス情報を求め、このアドレス情報を含む信号を下流側の後続の制御器11に出力する。これにより、各制御器11は、下流側の後続のすべての制御器に対し順次アドレスを設定する。
(もっと読む)
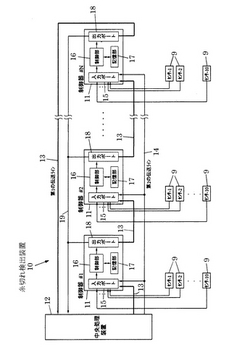
繊維機械の糸処理条件設定システム

【課題】複数の繊維処理ユニットにより構成される機台を複数並設してなる各種繊維機械において、各機台に設けてある機台中央制御装置を一つのパソコンにLAN接続して、既設定してある糸処理条件を他の機台に対して全く同じ設定条件で転送して運転し得るようになした糸処理条件設定システムを提供すること。
【解決手段】複数の繊維処理ユニットU1〜Unにより構成される機台10A〜10Nを複数並設してなり、前記各機台に機台中央制御装置MC1〜MCnを備えた繊維機械において、前記各機台中央制御装置にLAN接続してなる転送操作用制御装置14を備え、前記転送操作用制御装置により、任意の機台の糸処理条件設定ファイルを取り込み、取り込んだ情報を他の機台の機台中央制御装置に転送するようになしたことを特徴とする繊維機械の糸処理条件設定システム。
(もっと読む)
リング紡績機において飾り糸を製造するための方法及び装置
本発明は質量変化および/または撚数変化を伴うリング紡績機において、飾り糸を製造する際に、製造量の算出を軽減するという課題を有している。本発明は、ドラフトの変化と、給糸と糸撚りの間の割合の変化のための制御信号を、アルゴリズムが入力されているコンピュータ(1)を使用して伝達するすることを提案する。アルゴリズムを用いて、コンピュータは後続して設けられた制御装置(5,15)に制御信号を送り。この制御信号を介して、厚い部分間のウェブの領域内の繊度が、生じる厚い部分に対応して低下することにより、質量変化に関して設定された繊度は維持される。制御装置(5,15)は、ドラフト装置ローラ(9,13)の駆動機構(8,12)と、スピンドル(19)の駆動機構(17)とを回転変化させるように設計されている。さらにコンピュータ(1)のアルゴリズムは、質量が様々な糸部分内の繊度に依存した糸の撚数を、糸のアルファ値が一定に維持されるようにして変化させるように設計されている。 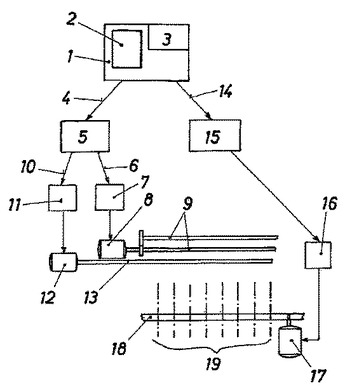 (もっと読む)
(もっと読む)
紡機におけるドラフト装置の異常検出装置
【課題】厳密な基準値を記憶せずに簡単な構成で、紡出時にドラフト装置における異常発生を検出する。
【解決手段】ドラフト装置11はフロントボトムローラ12、ミドルボトムローラ13、バックボトムローラ14をそれぞれ2台のフロントローラ用駆動モータ16a,16b、ミドルローラ用駆動モータ17a,17b、バックローラ用駆動モータ18a,18bで駆動する。各駆動モータはインバータ19a,19b等を介して変速制御され、各インバータ19a,19b等には電流センサSAが設けられている。電流センサSAは各駆動モータ16a,16b等の負荷トルクに対応して供給される電流量を検出する。CPU31は各バックローラを駆動する2台のモータの負荷トルクの偏差が設定された範囲から逸脱したときに異常と判断する。
(もっと読む)
21 - 24 / 24
[ Back to top ]