
Fターム[5G059EE15]の内容
Fターム[5G059EE15]の下位に属するFターム
Fターム[5G059EE15]に分類される特許
1 - 20 / 79
スパークプラグの製造方法
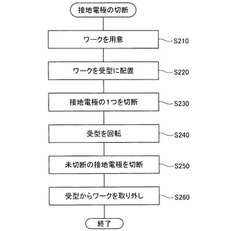
【課題】2以上の接地電極を備えたスパークプラグにおいて、接地電極の形状のばらつきを抑制する。
【解決手段】中心電極と、絶縁体と、主体金具と、2以上の接地電極であって、その各々の基端部が、主体金具の軸線方向先端側の部位の異なる位置に溶接された接地電極とを備えたスパークプラグの製造方法では、2以上の接地電極が主体金具に溶接された後の状態のワークを受型に配置する。次に、受型に配置されたワークが備える2以上の接地電極のうちの1つの接地電極の先端側を所定の位置に配置して、一定方向に切断する切断手段によって、切断する。次に、ワーク、受型および切断手段の少なくとも1つを、軸線を軸として回転させることで、2以上の接地電極のうちの未切断の1つの接地電極を所定の位置に配置する。そして、2以上の接地電極のすべてについて切断を行うまで、切断、または、切断および回転を繰り返す。
(もっと読む)
スパークプラグ及びその製造方法

【課題】 この発明は、貴金属部と接地電極及び/又は中心電極の電極母材とが耐消耗性を有することにより耐久性に優れたスパークプラグを提供すること、及びその製造方法を提供することを課題とする。
【解決手段】 この発明のスパークプラグは、中心電極及び/又は接地電極が貴金属部を有し、貴金属部は中心電極及び/又は接地電極の表面から突出する突出部と埋設部とを有し、貴金属部を所定の平面で切断したときの切断面において前記表面から突出部の先端までの距離を突出高さA、前記表面から0.05mmの距離における突出部の幅を長さD1、前記表面から0.7×Aの距離における突出部の幅を長さD2とすると、0.1mm≦A≦0.3mm、0.7mm≦D1、0.5mm≦D2を満たし、前記スパークプラグの製造方法は中心電極及び/又は接地電極に配置された貴金属材料に、埋設部が形成されるようにレーザを照射して貴金属材料を接合し、接合された貴金属材料を加熱しつつ押圧することにより貴金属部を形成する。
(もっと読む)
スパークプラグ及びその製造方法
【課題】良好な着火性を実現しつつ、接地電極の折損を抑制し、さらには、優れた耐久性及び耐プレイグニッション性を得る。
【解決手段】スパークプラグ1は、屈曲部27Bにて曲げられた接地電極27を備え、屈曲部27Bのうち中心電極5側に位置する内側面の曲率半径をR(mm)としたとき、R≦3.0とされる。接地電極27は、主体金具3に固定された基部28と、基部28の先端から延び、基部28よりも薄肉の薄肉部29とを有し、所定の基準平面BSよりも接地電極27の先端側に、薄肉部29が位置する。薄肉部29の長さをA(mm)とし、薄肉部29の平均断面積をdGH(mm2)としたとき、A/dGH≦3.03(mm-1)を満たし、薄肉部29の先端面とこれに隣接する薄肉部29の各側面との間、及び、隣接する前記各側面同士の間は、それぞれ外側に凸の湾曲面状とされる。
(もっと読む)
スパークプラグの製造方法
【課題】接地電極に対してチップのうちバリの形成されていない面をより確実に溶接可能とし、優れた接合強度を実現する。
【解決手段】スパークプラグ1は、中心電極5と、接地電極27と、自身の被接合面32Bによって接地電極27に接合された接地電極側チップ32とを備える。スパークプラグ1の製造工程は、チップ形成工程と接地電極27に接地電極側チップ32を抵抗溶接するチップ接合工程とを含む。チップ形成工程は、基準平面BSを備える線材WRを形成する線材形成工程と、切断刃CEを基準平面BSの幅方向一端縁からその幅方向他端縁側に向かって移動させることにより、線材WRを切断し、接地電極側チップ32を得る線材切断工程とを含む。チップ接合工程において、接地電極側チップ32における基準平面BSの少なくとも一部は、接地電極27に接合されることにより被接合面32Bとされる。
(もっと読む)
リフローされた点火先端部を有する点火装置およびその製造方法
【課題】リフローされた点火先端部を有する点火装置およびその製造方法を提供する。
【解決手段】貴金属プリフォームをリフローすることによって貴金属または貴金属合金から形成される点火先端部20を含む、接地電極と中心電極とを有する。また、点火装置のための点火先端部20を有する金属電極を製造する方法として、点火先端部20を有する金属電極を形成すること、貴金属プリフォームを点火先端部20に加えること、および貴金属プリフォームをリフローして貴金属の点火先端部20を形成する。
(もっと読む)
内燃機関用のスパークプラグ
【課題】飛び火性に優れた長寿命の内燃機関用のスパークプラグを提供すること。
【解決手段】筒状のハウジング2と、ハウジング2の内側に保持された筒状の絶縁碍子3と、先端部が突出するように絶縁碍子3の内側に保持された中心電極4と、ハウジング2に接続されると共に中心電極4との間に火花放電ギャップ11を形成する接地電極5とを有する内燃機関用のスパークプラグ1。接地電極5は、中心電極4へ向かって突出形成された凸部51を備えている。凸部51は、火花放電ギャップ11に最も突出する面にメッキ層12を形成してなる対向面511を有し、かつ、凸部51の表面であって対向面511の周囲に設けられた側面512には、接地電極5の母材50が露出している。
(もっと読む)
スパークプラグの製造方法
【課題】スパークプラグにおける接地電極と貴金属チップとの接合強度のバラツキを抑制する。
【解決手段】中心電極と絶縁碍子と主体金具と接地電極と接地電極の先端部に配置され中心電極との間で間隙を形成する貴金属チップとを備えるスパークプラグの製造方法は、溶接電極を配置する溶接電極配置工程と、貴金属チップを接地電極の内周面に抵抗溶接する工程と、を備え、溶接電極配置工程では、溶接電極における電極側先端接触部が、貴金属チップにおけるチップ側先端接触部よりも0.1mm以上長手方向後端側に位置するように、溶接電極を配置する、スパークプラグの製造方法。
(もっと読む)
スパークプラグ及びその製造方法
【課題】スパークプラグにおける多重放電の発生を低減する技術を提供する。
【解決手段】スパークプラグは、主接地電極と3つの補助接地電極とを備える。第1の補助接地電極の主体金具に接合されている位置は、中心電極を挟んで主接地電極の前記主体金具に接合されている位置に対向する位置である。また、第2と第3の補助接地電極の主体金具に接合されている位置は、中心電極を挟んで対向する位置である。第1の補助接地電極の幅をWとし、第2の補助接地電極と第3の補助接地電極との間の最短距離をTとし、最短距離Tの第1の補助接地電極に垂直な方向成分の距離をTpとしたとき、W≧Tpに設定されている。
(もっと読む)
スパークプラグの製造方法
【課題】複合チップを接合する際に、レーザー光を照射する高さを、複合チップを構成する2つのチップの境界部の高さに正しく調整することのできる技術を提供する。
【解決手段】レーザーを用いて第1チップと第2チップとを接合する工程は、(a)第2チップを支持具の上に配置する工程と、(b)押し具を用いて少なくとも第2チップを下方に押した後に、レーザーの照射される高さを補正するための補正値を取得する工程と、(c)補正値に基いてレーザーが照射される高さを補正する工程と、(d)レーザーを用いて第1と第2のチップとを接合する工程と、を、この順序で備える。
(もっと読む)
スパークプラグ用電極の製造方法およびスパークプラグの製造方法
【課題】スパークプラグ用電極の製造時間を短縮する。
【解決手段】スパークプラグ用電極の製造方法は、ワークを所定の断面形状に成形する成形用孔部と、成形用孔部に隣接し成形用孔部より大きい断面形状の供給用孔部と、を有する押し出し成形用の金型の供給用孔部にワークを供給する供給工程と、供給用孔部に供給されたワークを押し出して成形用孔部に対応する形状に成形する成形工程と、を備える。供給工程の際には、金型内において複数のワークが縦列に並ぶようにワークを供給する。
(もっと読む)
スパークプラグの製造方法
【目的】スパークプラグの製造で、主体金具の先端に溶接された接地電極部材の先端部分をせん断(加工)により切り落とし工程の可動刃の引き戻しの際の抵抗で、接地電極部材のたわみ変形の発生を防ぐ。
【解決手段】接地電極部材40の先端部分43bを切断した後、可動刃60を接地電極部材40の先端である切断面に沿って引き戻す際の抵抗により、その先端が、可動刃60の引き戻し方向に動くのを規制するための支持部83を、切断面の近傍であって、可動刃60にバネ71を介して設けた。引き戻し過程では、支持部83が切断後の接地電極部材40の先端寄り部位を押さえつけるように支持しているから、可動刃60が引き戻される際の抵抗があっても、接地電極部材40がつられてたわみ変形を起こさない。
(もっと読む)
スパークプラグ及びその製造方法
【課題】接地電極の耐折損性を飛躍的に向上させる。
【解決手段】スパークプラグ1は、軸線CL1方向に貫通する軸孔4を有する絶縁碍子2と、軸孔4の先端側に挿設された中心電極5と、絶縁碍子2の外周に設けられた主体金具3と、主体金具3の先端部に配置された接地電極27とを備える。接地電極27は、自身の屈曲部27Cにて中心電極5側へと屈曲されている。屈曲部27Cのうち接地電極27の背面27b及び両側面27s1,27s2の少なくとも一部に接地電極27の長手方向に延びる凹部29が形成されており、接地電極27の中心軸と直交する断面において、凹部29の底部29bの硬度が、接地電極27のうち中心電極5側に位置する面の中央部分の硬度よりも大きくされる。
(もっと読む)
スパークプラグ及びその製造方法
【課題】チップをNiを主成分とする金属により形成することで製造コストの抑制を図りつつ、優れた耐消耗性を実現する。
【解決手段】スパークプラグ1は、軸線CL1方向に貫通する軸孔4を有する絶縁碍子2と、軸孔4の先端側に挿設された中心電極5と、絶縁碍子2の外周に設けられた主体金具3と、主体金具3の先端部に、自身の基端部が固定された接地電極27と、接地電極27の先端部に接合され、中心電極5の先端部との間に火花放電間隙33を形成するチップ32とを備える。チップ32は、Niを93質量%以上含有する金属により形成されるとともに、チップ32の硬度が、ビッカース硬度で163Hv以下とされる。
(もっと読む)
スパークプラグ並びにその製造方法
【課題】失火の回避と生産性の向上とを両立させるスパークプラグの提供。
【解決手段】内燃機関に装着される装着金具10と、装着金具10に接合される接地電極50と、接地電極50との間に火花放電ギャップGを形成する中心電極30とを備えるスパークプラグ1であって、接地電極50は、装着金具10と共に表面56にメッキ層60が2〜18μmの厚さで形成されてなり、塑性加工により中心電極30側に向かって突出形成された凸部54を、先端部52に有すると共に、装着金具10と接合される基端部51側から先端部52側に向かって曲がる形状を、有する。
(もっと読む)
筒状電極を有するプレチャンバスパークプラグ及びプレチャンバスパークプラグの製造方法
【課題】急速で再現性の高い火炎伝播を実現する予燃焼チャンバスパークプラグを提供する。
【解決手段】シェル112と、前記シェルに取り付けられた端部キャップ116と、前記シェル内に配設された絶縁体104と、前記絶縁体に囲まれた第1の部分を有すると共に前記絶縁体から前記シェルと前記端部キャップとにより画成されたプレチャンバ内に延在する第2の部分を有する中心電極102と、前記シェルに取り付けられた接地電極110とを備え、前記接地電極は前記中心電極を囲むように間隔を置いて配置された筒状のインナーリングと前記シェルに取り付けられたアウターリングと前記インナーリングと前記アウターリングとを接続する複数のスポークとを備える。
(もっと読む)
スパークプラグ及びその製造方法
【課題】接合境界における酸化スケールの進展を抑制し、貴金属チップの耐剥離性を向上させる。
【解決手段】スパークプラグ1は、中心電極5と、接地電極27と、接地電極27に接合された貴金属チップ32とを備える。貴金属チップ32は、中心電極5との間で間隙33を形成する本体部32Aと、本体部32Aから接地電極27の背面側27Bに向けて延び、先端面27Fにおける接地電極27と貴金属チップ32との接合境界BOの少なくとも一部を覆う被覆部32Bとを備える。先端面27Fにおける、接合境界BOの長さをD(mm)、接合境界BOのうち被覆部32Bで覆われた部位の長さをC(mm)としたとき、C/D≧0.5を満たし、接合境界BOから背面27B側に向けた被覆部32Bの長さの最小値LAMinが0.05mm以上とされる。
(もっと読む)
スパークプラグ及びその製造方法
【課題】貴金属チップの接合強度を飛躍的に向上させ、その脱落を効果的に防止する。
【解決手段】貴金属チップ32には、接地電極27の接合対象面よりも埋没する埋没部32Bが設けられる。接地電極27と貴金属チップ32との接合部分CSの中心CPを通り、接地電極27の中心軸CL2に直交する断面において、埋没部32Bには、貴金属チップ32の一端部よりも幅の広い幅広部32Wが形成され、貴金属チップ32の接合対象面と幅広部32Wのうち最も幅の広い部位との間は、貴金属チップ32の一端側から他端側に向けて徐々に拡幅する形状、又は、当該形状の部位と幅が一定の部位とを有する形状とされる。貴金属チップ32の両側面のうち幅広部32Wから交点P1,P2までの部位は、接地電極27の母材や溶融部35で覆われ、貴金属チップ32の厚さt1(mm)、貴金属チップ32の埋没量t2(mm)は、0.25≦t2/t1を満たす。
(もっと読む)
スパークプラグおよびその製造方法
【課題】本発明は、スパークプラグの耐久性能を向上させることができる技術を提供することを目的とする。
【解決手段】スパークプラグ100の接地電極40において、貴金属チップ42の中心軸CA3が接地電極母材41の中心軸CA2に向けて傾斜する角度θは、2°≦θ≦25°を満たすことを特徴とする。
(もっと読む)
スパークプラグの製造方法
【課題】貴金属チップを溶接するため、複数のチャック爪が前進することで、チップ本体を、その大径部にて、チャック爪でチャッキングする際に、そのチップ本体が浮き上がったり、傾いたりするのを、簡易、効率的に防止できるようにしたチャック装置を用いることで、精度良く、しかも効率的に複合チップの製造ができるようにしたスパークプラグの製造方法を提供する。
【解決手段】各チャック爪83のうち、チップ本体11の大径部15をチャッキングする中心軸C1を向く面85が、中心軸C1方向で、チップ本体11を支持する基準面100から離れるに従い、中心軸C1に向かうように傾斜する傾斜部とした。このチャツキング時に、チップ本体11は基準面100側に引き寄せられる分力により、その浮き上がりが防止される。
(もっと読む)
スパークプラグ用電極及びスパークプラグの製造方法
【課題】スパークプラグの中心電極や接地電極を、電極材料からなるワークを押出成形して製造する際に、外周面に縦傷が発生しないようにする。
【解決手段】中心電極や接地電極を押出成形により製造する際に、側面のメッキ膜よりも、側面から底面に向かって縮径するテーパ面及び底面のメッキ膜を厚く、好ましくはテーパ面と底面との境界部のメッキ膜を最も厚く形成したワークを用いる。
(もっと読む)
1 - 20 / 79
[ Back to top ]