
Fターム[5G325JC09]の内容
Fターム[5G325JC09]に分類される特許
1 - 6 / 6
電線の製造方法
【課題】容易に目標外径の2本の電線を同時に製造することができ、製造の終了タイミングを合わせることが可能な電線の製造方法を提供する。
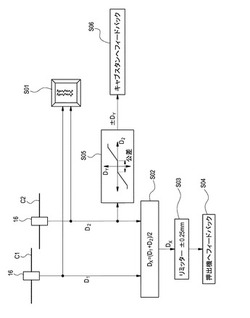
【解決手段】本発明の電線の製造方法は、各電線C1,C2の外径D1,D2の平均値Dxを求める平均値算出処理S02と、樹脂の押出流量を増減させて平均値Dxを目標外径Dに一致させる押出流量増減処理S04と、外径D1,D2が所定公差から外れている場合に、一方の電線C2の外径D2を所定公差内に収めるように一方の電線C2の線速を増減させる線速増減処理S05,S06と、押出流量増減処理S04及び線速増減処理S05,S06が継続されて外径D1,D2が所定公差内に収まった際に、電線C2の線速を線速増減処理S05,S06時と逆に増減させる線速補正処理と、電線C1,C2の製造長が同一となった時点で電線C2の線速を他方の電線C1の線速に一致させる等線速処理と、を含む。
(もっと読む)
同軸ケーブル中空コア体の製造方法、同軸ケーブル中空コア体、並びに同軸ケーブル

【課題】高中空率で長手方向の電気特性が安定した同軸ケーブル用中空コア体を製造すること。
【解決手段】
内部導体と、
該内部導体を被覆する内環状部と、該内環状部から放射状に延びる複数のリブ部と、該リブ部の外端を連結する外径0.5mm以下の外環状部と、からなる絶縁被覆体と、
を備え、前記内環状部と前記外環状部と前記リブ部とにより囲まれた複数の中空部を有し、絶縁部に占める前記中空部の面積割合が40%以上で、前記外環状部の真円度が96.0%以上である同軸ケーブル用中空コア体の製造方法であって、
少なくとも下記(1)〜(3)の工程を行う同軸ケーブル用中空コア体の製造方法。
(1)前記絶縁被覆体を形成しうるダイスを用い、溶融樹脂を前記ダイスから押出する工程、
(2)前記絶縁被覆体を形成する樹脂を加熱する工程、
(3)前記絶縁被覆体を形成する樹脂を、室温近傍で除冷する工程、
とすること。
(もっと読む)
絶縁電線および絶縁電線の製造方法
【課題】 生産性の向上を図ることができるとともに、安価な絶縁電線および絶縁電線の製造方法を提供する。
【解決手段】 導体に少なくともポリアミド系の材質からなる融着絶縁層が被覆されている自己融着電線11と、自己融着電線11の外側に押し出し成形により被覆され、ポリエチレン系の材質からなる外被12とからなり、水密性確保のため自己融着電線11と外被12とが融着されている絶縁電線10。
(もっと読む)
絶縁電線およびその製造方法
【課題】鉛フリー用のリフロー炉に絶縁電線を通しても絶縁皮膜にダメージがなく、且つ製造コストが下げられるように高速製造が可能で、かつ電線特性上優れた結晶性樹脂を絶縁樹脂として用いた耐熱絶縁電線を提供すること。
【解決手段】導体上または絶縁電線上に絶縁樹脂を押出しにより被覆した耐熱絶縁電線であって、該絶縁樹脂は液晶ポリマーを含むものである絶縁電線。
(もっと読む)
絶縁被覆極細線及び極細同軸ケーブル
【課題】 本発明は、極細線の導体上に極薄の押出絶縁被覆層を破れることなく、スムーズに被覆するようにした絶縁被覆極細線を提供するものである。
【解決手段】 かゝる本発明は、熱可塑性樹脂を押出機によりAWG40以降の単線又はこれより小径の素線を撚り合わせて前記AWG40以降の単線と同等の断面積とした撚線の導体11上に被覆させる絶縁被覆極細線10において、
前記熱可塑性樹脂として、樹脂の加工温度で溶融しないフィラーを含まず、押出機の吐出量(cm3 /min)と押出被覆時における樹脂溶融時の破断速度(m/min)との関係が示す傾きが、前記導体に対する樹脂の想定被覆付着量(cm3 /m)の逆数値以上である樹脂を用いることを特徴とする絶縁被覆極細線にあり、これにより、押出絶縁被覆層(絶縁体12)を破れることなく、スムーズに被覆することができる。
(もっと読む)
被覆ケーブル・電線、及び、その製造方法
【課題】通常使用条件での使用に特化した、通常の被覆ケーブル・被覆電線の製造と殆ど同じ工程で製造することができ、かつ、防錆効果付与によるデメリットがない、銅害発生が防止された被覆ケーブル・電線とその製造方法とを提供する。
【解決手段】銅導体に直接接触して被覆する絶縁層が、塩化ビニル樹脂組成物100質量部に対して防錆剤が0.01質量部以上0.1質量部以下、及び、酸化防止剤が配合されてなる絶縁層用樹脂組成物からなる被覆ケーブル・電線
(もっと読む)
1 - 6 / 6
[ Back to top ]