
国際特許分類[B05C3/15]の内容
処理操作;運輸 (1,245,546) | 霧化または噴霧一般;液体または他の流動性材料の表面への適用一般 (41,198) | 液体または他の流動性材料を表面に適用する装置一般 (13,956) | 被加工物が多量の液体または他の流動性材料と接触させられるようにした装置 (295) | 被加工物が液体または他の流動性材料中に浸漬されるもの (229) | 不定長の被加工物を処理するためのもの (37) | 移送手段上に支持されていないもの (8)
国際特許分類[B05C3/15]の下位に属する分類
被加工物がローラ上をジグザグ状に通過するもの (2)
無端状をなすもの
国際特許分類[B05C3/15]に分類される特許
1 - 6 / 6
線材への塗布剤の塗布装置及び塗布方法
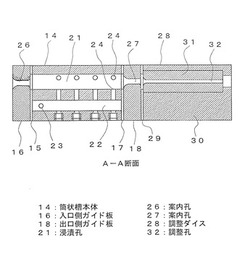
【課題】線材の外周の全周全長に、塗布剤を変質を抑制して付着させ、付着させた塗布剤の膜厚を調整し得る塗布装置を得る。
【解決手段】筒状槽の浸漬孔に塗布剤を滞留させるように、入口側ガイドの案内孔の径は、浸漬孔の径より小さく、かつ出口側ガイドの案内孔の径は、浸漬孔の径より小さく形成されており、入口側ガイドの案内孔と、筒状槽の浸漬孔と、出口側ガイドの案内孔と、調整ダイスの調整孔とが同軸上にあり、線材が入口側ガイドの案内孔から導入され、筒状槽の浸漬孔を通過して、塗布剤が付着された線材が、出口側ガイドの案内孔から導出され、調整孔を通過する際に調整孔で線材に付着させた塗布剤の膜厚が調整されるようにした。
(もっと読む)
ワイヤロープ塗油装置

【課題】 吊り下げ装置などの保守点検時に、これらが備える少なくとも1本のワイヤロープに装着し、当該ワイヤロープの移動中に油類の定量供給を行なうだけで実質的に装着位置に留まった状態で該ワイヤロープの外周面に均一に塗油できるワイヤロープ塗油装置を提供する。
【解決手段】 ヒンジ結合された2つの半割り筒体の内部に油類案内手段を備える塗油部と、該塗油部とは別個に前記ワイヤロープを把持可能な把持部と、拡開手段と、該把持部および前記塗油部を前記ワイヤロープの軸線方向に互いに離隔する方向に付勢する付勢手段とを備え、前記塗油部が前記ワイヤロープの移動に伴ってその軸線方向に前記把持部に接近することで、前記拡開手段は前記塗油部の2つの半割り筒体に作用してその締付け力を低減ないし開放するとともに、前記付勢手段は両者を互いに隔離するようにしたワイヤロープ塗油装置。該装置は連結手段を介して2つ以上連結して使用できる。
(もっと読む)
樹脂被覆方法および樹脂塗布装置
【課題】 線条体に樹脂を塗布するときに、外径が均一、表面がなめらか、樹脂の偏肉がないまたは樹脂中に気泡がないのいずれかを満たすように線条体に樹脂を塗布し、前記樹脂を硬化させて樹脂被覆線条体を製造することを目的とする。
【解決手段】 貫通孔を有するポイントおよび貫通孔を有するダイをそれぞれの貫通孔が縦に並ぶように配置し、前記ポイントと前記ダイの隙間から前記ダイの前記貫通孔に樹脂を供給し、前記樹脂が供給された前記ダイの前記貫通孔に線条体を通過させて前記線条体に前記樹脂を塗布し、さらに前記樹脂を硬化させる樹脂被覆方法であって、前記ポイントの下面と前記ダイの上面との距離が前記線条体と直交する方向において変動するような前記ポイントと前記ダイとを組み合わせて配置する。
(もっと読む)
電線のコーティング装置及び電線のコーティング方法
【課題】電線の被覆部のみに確実にコーティング層を形成して電線の機械特性や導電性の低下を防止する電線のコーティング装置及び電線のコーティング方法を提供する。
【解決手段】電線のコーティング装置1は、電線2の外表面22aにコーティング層23を形成する。電線のコーティング装置1は、コーティング層23を形成するコート剤とこのコート剤を溶かす溶媒とからなるコーティング液を内部に含浸し且つ弾性を有する一対のスポンジ部3と、一対のスポンジ部3を収容する収容槽4と、電線2を保持し且つ電線2と収容槽4とを電線2の長手方向に交差する方向に沿って相対的に接離させる接離手段5と、収容槽4に接離する電線2を収容槽4内に収容可能にする一対の切り欠き部6とを備えている。
(もっと読む)
塗料塗布装置及び塗料塗布方法
【課題】短時間で変質(硬化)するタイプの塗料を用いても支障なく線材に塗料を塗布することが可能な塗料塗布装置及び塗料塗布方法を提供する。
【解決手段】第1の塗料タンク12から供給される第1の塗料11と,第2の塗料タンク14から供給される第2の塗料13は、ミキサー15によって2液混合されて塗料槽18に供給される。塗料槽18には、チューブ20A〜20Fを介して塗装ダイス19A〜19Fが接続されている。線材3は、チューブ20A〜20Fに開けられた孔20aを通して塗装ダイス19A〜19Fに導入されている。塗料槽18に供給された塗料2は、チューブ20A〜20F内を自重に基づいて流動して降下し、塗装ダイス19A〜19Fへ連続的に供給され、塗装ダイス19A〜19Fにより線材3の表面に塗布される。
(もっと読む)
塗工装置及び極板製造方法
【課題】芯材の表裏にペースト状物をストライプ状に塗工することで電極を製造する際の精度を向上させる。
【解決手段】芯材13の表裏にペースト状物を塗布し、表裏に配置したブレード16、18で余剰なペースト状物を掻き落として表側のペースト状物12aの厚さAと裏側のペースト状物12bの厚さBとが所定の関係を満たすように調整する。ブレード16には金属材料16−1aにライニングしたゴム16−1bが設けられ、ブレード18にはゴム単体18−1bが設けられ、ゴム16−1bとゴム18−1bとで芯材13を挟み込み、不塗布部分を形成する。ゴム16−1bの硬度及び幅、並びに厚さは所定の値に調整される。
(もっと読む)
1 - 6 / 6
[ Back to top ]