
国際特許分類[B21B39/20]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機に連結され,または組込まれ,またはそれに関連する用途に特に適用されて,素材を移送し,支持し,または位置決めし,または素材の移送を制御する装置 (465) | 素材の回転,反転または類似の操作 (22)
国際特許分類[B21B39/20]の下位に属する分類
傾斜によるもの,例.レバーまたはくさびにより一端をもち上げることによるもの (1)
トングまたはグリッパーによるもの (3)
素材を回転させるために,素材の両側に係合し,互いに相対的に動く部材,例.溝のある,によるもの
素材の通過中に素材を回転するように形成された案内部材によるもの (1)
回転するリングマニプレータまたはリングセグメントマニプレータに加工物を置くことによるもの
板を反転させるために特に適用される装置 (3)
国際特許分類[B21B39/20]に分類される特許
1 - 10 / 14
長尺材の転回装置
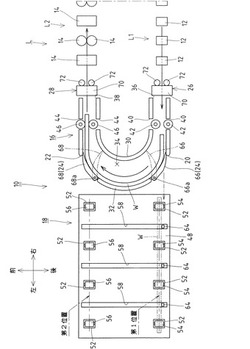
【課題】長尺材の断面形状に応じた適切な方法で転回させることができる転回装置を提供する。
【解決手段】転回装置10は、第1搬送ラインL1から受け入れた長尺材Wを湾曲させつつ転回して第2搬送ラインL2へ送出する湾曲転回手段16と、第1位置に受け入れた長尺材Wを第2位置へ平行移動させて、第2搬送ラインL2へ送出する直線転回手段18とを備える。湾曲転回手段16には、第1搬送ラインL1の延長線上で開口した第1通過口20および第2搬送ラインL2の延長線上で開口した第2通過口22が形成される。また、第1および第2通過口20,22を開閉する切替手段24が設けられる。長尺材Wの断面形状が第1条件を満たす場合、切替手段24が第1姿勢とされ、また、長尺材Wの断面形状が第2条件を満たす場合、切替手段24が第2姿勢とされる。
(もっと読む)
厚鋼板の製造方法

【課題】製造コストの上昇を抑制しつつ、冷却後の放冷過程において良好な平坦度を有する厚鋼板を得ることが可能な、厚鋼板の製造方法を提供する。
【解決手段】加熱炉でスラブを加熱する加熱工程と、該加熱工程で加熱された前記スラブを圧延して厚鋼板にする圧延工程と、該圧延工程後に厚鋼板を冷却する冷却工程と、を有し、圧延工程後且つ冷却工程前の厚鋼板は、該厚鋼板の進行方向の先端側と後端側とで温度差を有し、冷却工程が、厚鋼板を、該厚鋼板の進行方向における低温度側の端から冷却する工程である、厚鋼板の製造方法とする。
(もっと読む)
厚中板の製造方法。
【課題】 薄く長いスラブを使用して、スラブを転回することなく厚中板を製造するに当たり、加熱炉在炉中にスラブの熱間撓みが大きくならないようにすることで、加熱炉抽出に支障が出ないようにしてスラブを加熱し、加熱炉から抽出したスラブの圧延時間を短くして圧延温度を高くし、ミスロールの発生を抑制した厚中板の製造方法を提供する。
【解決手段】 ウォーキングビーム式加熱炉に装入して加熱した2段重ねのスラブを加熱炉から抽出して、2段重ねのスラブのまま脱スケールした後、スラブ吊上げ装置で上段の厚中板用薄スラブを吊上げ、下段の厚スラブは粗圧延機に移送して熱間圧延し、下段の厚スラブを移送した後、スラブ吊上げ装置で吊上げていた上段の厚中板用薄スラブを降ろして仕上圧延機に移送して厚中板に熱間圧延することを特徴とする厚中板の製造方法。
(もっと読む)
鋳片の停止位置制御方法
【課題】 テーブルローラーの搬送鋳片を移送装置入側ゾーンで適正化した所定停止位置に駆動モーターで減速して停止する方法を提供する。
【解決手段】 鋳片を移送する鋳片転回機の爪1aと1b、アーム、爪の駆動モーター7により鋳片を別ラインBに移送する際、基本ラインAの入側ゾーンに搬送の鋳片の先端を距離センサー5で検知した情報に基き、シーケンサで入側ゾーンで求めた鋳片後端の停止位置Vに搬送制御手段により鋳片を停止させるように、基本ラインAの入側ゾーンのテーブルローラーの駆動モーター8の回転を制御して鋳片長さX=Z−Y、鋳片後端の停止位置V=W−(X/2)を満たすように鋳片停止位置を適正化し、鋳片を転回機で転回して別ラインBに載せるために停止する。但し、Y:レーザー距離センサーと鋳片先端端面の距離、Z:レーザー距離センサーと鋳片尾端抜けセンサーの距離、W:鋳片の長さの検出センサー4と移送装置センターの距離。
(もっと読む)
T形状の鋼材の転回装置
【課題】 簡単な構成によってレール材の転回の作業性の向上を図る。
【解決手段】 支持台2にスライドブロック3を取り付け、このスライドブロックには作動アーム4の一端部が支点ピン15を回転中心として連結され、電動駆動部6及び駆動取付け部7を有する駆動体5は作動アーム4の他端部を取り付け、レール材Lを把持可能である爪部8a,8bを有している把持具8は上記他端部から突出している駆動取付け部7の回転伝達軸に離脱かつ回転可能に接続され、把持具8は電動駆動部6の回転駆動力が回転伝達軸を介して付与されるものであり、把持具の回転に伴う反力が作動アーム4に回転力として作用可能である。
(もっと読む)
厚鋼板の製造方法および製造設備
【課題】被圧延材に対する加熱位置の調整(位置合わせ)が極めて簡易であり、比較的簡素な設備でもって被圧延材の先尾端部の加熱を行うことが可能となる、厚鋼板の製造方法および製造設備を提供する。
【解決手段】加熱炉における加熱処理後の被圧延材に対し粗圧延および仕上圧延を行う厚鋼板の製造方法であって、前記粗圧延前または前記粗圧延中に前記被圧延材を90度回転させて幅出し圧延を行い、前記幅出し圧延における前記被圧延材の90度回転後に、前記被圧延材の先尾端部を再加熱する、厚鋼板の製造方法が提供される。
(もっと読む)
加熱スラブ転回装置の制御方法およびその制御システム
【課題】圧延機に装入される前のスラブの転回工程時にスラブを安定に吊り上げることができ、またその転回工程を自動化する技術を提供する。
【解決手段】加熱炉で加熱されたスラブを圧延する圧延機を備えた圧延ラインにおいて、圧延機で先行スラブが圧延されている間に圧延機の上流側で後行スラブを、把持爪21aを水平基台13の前後左右に有するトング機構方式の把持部材21で把持し、吊り上げて転回させるスラブ転回装置の制御方法であり、スラブ転回装置の把持部材21を支持している旋回部15が自由に旋回できる状態で、把持部材21の先端の把持爪21aを閉じて、その閉じる力により旋回部15をスラブSの傾き角度と同じ角度に自由旋回させ、スラブの側面に全ての把持爪21aを当接させるようにした後、トング機構により把持爪21aでスラブS側面を把持することにより、圧延機に装入される前のスラブSを安定に吊り上げることができる。
(もっと読む)
熱間圧延設備
【課題】追い越し圧延を行う場合に、圧延機の非圧延時間を最小とすべく、待機装置と圧延機が適切に配置された熱間圧延設備を提供する。
【解決手段】待機装置3は、A材(待機材)が所定板厚まで圧延された際に到達する範囲内に少なくとも装置の一部が位置しているとともに、幅出し圧延後のB材(追い越し材)を転回可能とする距離だけ圧延機1から離れて位置している。
(もっと読む)
鋼材の圧延設備
【課題】スラブの厚板圧延ラインにおいて,スラブ間の処理間隔を短縮して,生産性を向上する。
【解決手段】圧延ラインLに,加熱炉10と,スケール除去装置11と,転回装置12と,転回テーブル13及び圧延機14を上流側から順に設ける。転回装置12は,圧延機14において前方のスラブHが圧延処理されている間に,次のスラブHを転回できる。転回装置12は,圧延機14との距離が操業鋼材の最大圧延長よりも長くなるように設置されている。転回装置12には,スラブHを把持して吊り上げ,転回させるトング式のものが用いられる。スラブHは,転回装置12において予め横向きに転回され,前のスラブの圧延が終了すると,直ちに圧延機14に搬入され,圧延される。
(もっと読む)
厚板圧延機の転回テーブル
【課題】下反り量が大きい被圧延材の場合でも、90°転回動作中、被圧延材の下反り部が転回ローラの大径部に引っ掛かることを効果的に防止できる転回テーブルを提供する。
【解決手段】隣り合う転回ローラの相互逆転により被圧延材を90度転回させる転回テーブルにおいて、前記転回ローラの大径部を、ローラ軸方向中央部側の直径がローラ軸方向端部側の直径よりも大きくなるよう拡径してなる。
(もっと読む)
1 - 10 / 14
[ Back to top ]