
国際特許分類[B21C25/10]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 金属の押出し用プロフィリング工具 (166) | 単一の他のサブクラスに含まれない作用による工具の製造 (3)
国際特許分類[B21C25/10]に分類される特許
1 - 3 / 3
押出用ダイスの製造方法
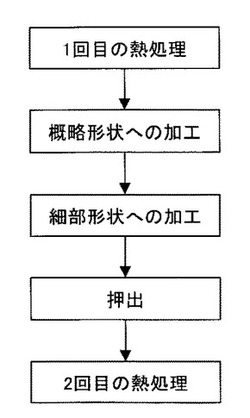
【課題】従来よりも容易に製作できる押出用ダイスの製造方法の提供を目的とする。
【解決手段】押出用ダイスの製造方法において、1回目の熱処理を施した一次熱処理済み材料に、少なくとも切削加工を含む加工を施して押出材に対応する形状に成形し、これを一次熱処理ダイスとし、この一次熱処理ダイスで押出材を押出した後に、2回目の熱処理を施して一次熱処理ダイスよりも硬度の高い二次熱処理ダイスとする。
(もっと読む)
押出ダイスの製造方法およびこれに用いる放電加工用電極

【課題】押出形材の中空部を成形するベアリング面を含むマンドレル部を有する雄型を、所要の形状に精度良く確実に加工できると共に、少ない工数や時間で製造できる押出ダイスの製造方法、およびこれに用いる放電加工用電極を提供する。
【解決手段】中空部を有する押出形材を成形するためのマンドレル部およびブリッジを有する押出ダイスの雄型(D2)の製造方法であって、鋼製の型素材D1に対し、マンドレルM1およびブリッジBを目的とする形状に近似する形状に荒加工する工程と、荒加工された型素材D1のマンドレル部M1に形成される複数の連続する部位に対し、係る複数の連続する部位を放電加工する複数の加工部(凸部13,15、傾斜部14,16など)を含む単一の放電加工電極10を対向させて放電加工する工程と、を含む、押出ダイスの製造方法。
(もっと読む)
押出ダイスの製造方法
【課題】 加工の自動化を図りつつ、加工精度を上げることができ、寸法精度も高いものにすることができる押出ダイスの製造方法を提供することを目的とする。
【解決手段】 インダイス10またはアウトダイス12を保持固定することができるパレット治具22,32を設け、このインダイス10またはアウトダイス12の所定の基準面11を、パレット治具22,32の所定の基準部位に当接して位置決めする。インダイス10またはアウトダイス12を保持した状態で各加工装置25,27,28,29,30,34,37,38に対して上記パレット治具22,32を位置決めして固定し、上記ダイス10,12の加工を行なう。
(もっと読む)
1 - 3 / 3
[ Back to top ]