
国際特許分類[B21D22/18]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 型打ち,へら絞り,または深しぼりによる切削しない成形 (1,667) | へら絞り (171) | 所望の外形を作るようガイドされる工具を使用するもの (18)
国際特許分類[B21D22/18]に分類される特許
1 - 10 / 18
摩擦攪拌形成工具で所望の非平面の構成に形成する方法、ならびに工作物を所望の非平面の構成に形成するための方法および装置
【課題】 工作物を所望の非平面の構成に形成するための装置および方法が提供される。
【解決手段】 肩およびピンを有する少なくとも1つの摩擦攪拌形成工具を用いて、工作
物を所望の構成に働きかけて、摩擦攪拌によって工作物を形成する。形成工具は、工作物
をダイの輪郭面または構造部材とは反対側の工具からの肩に対して働きかけることができ
る。したがって、形成工具は工作物の一部を可塑化し、工作物を所望の構成に働きかける
。さらに、摩擦攪拌処理によって工作物の材料特性を向上させることができる。
(もっと読む)
逐次成形方法および装置

【課題】逐次成形において、従来難しかった製品の成形を可能にする。
【解決手段】非加工板材を支持枠20、21の間に置いて固定機構22により固定し、成形型支持装置10の上部平面に成形型を取り付ける。成形型に沿ってワークを挟むように、上から工具30をXY方向へ移動させながら押し付けるとともにシリンダ23を下げ、成形型傾斜機構11、12により、成形型を所望の角度に傾けながらZ方向へ逐次成形する。非加工材が工具30と成形型によって十分に支持されるようになった場合は、固定機構22による固定を緩和し、ワークが水平方向に動けるようにする。非加工材が管状の場合は、支持枠20、21を使用せず、工具を管の外形状にそってXY方向に押し付け、成形型傾斜機構11、12により非加工管を所望の角度に傾けながらZ方向に逐次成形する。
(もっと読む)
板材の成形方法及び装置
【課題】 マグネシウム合金等の合金又は金属からなる板材を金型を用いないで常温で成形可能にすること。
【解決手段】 合金又は金属からなる板材1を立体形状に成形する板材1の成形方法において、工具20を板材1に押付け、該工具20を回転させながら板材1に対し3次元方向に相対的に移動させるもの。
(もっと読む)
遂次成形装置
【課題】金属薄板を成形する成形装置であって、変形量の大きい角部での引けが起こらず、短時間で金属薄板を成形でき、低コストで構造が簡素で、また加工に要するエネルギーの少ない遂次成形装置を提供する。
【解決手段】遂次成形装置1は、成形型部11を有する下型10の上面にブランク材30をセットし、クランパー2で下型の上面にランク材を押圧する。そして、ブランク材と成形型部とで形成される液溜め6に充填したオイルを配管系20を介在して減圧ポンプ4で吸引し、液溜めを減圧してブランク材の全体を減圧成形すると共に、棒工具2でブランク材の上面を成形型部の輪郭に倣うようにして押圧して遂次成形し、ブランク材を所定形状に成形する。
(もっと読む)
逐次成形方法及び逐次成形装置
【課題】複数条の溝を高精度で高速且つ能率良く形成することができる逐次成形方法及び逐次成形装置を提供する。
【解決手段】ダイ20に固定された平板状の被加工板材1に棒状工具21を押し当て、棒状工具21を被加工板材1に対して3次元的に相対移動させることにより、被加工板材1を塑性変形させて、平行に延びる複数条の溝1aを被加工板材1に形成するに際して、棒状工具21を溝1aの条数と同数用いるとともに、棒状工具21と被加工板材1との接触部が、形成すべき溝1aの等高線100に沿って移動するように、複数の棒状工具21を同期させつつ被加工板材1に対して数値制御により相対移動させて、複数条の溝1aを同時に形成する。
(もっと読む)
金属母材の成形方法
【課題】プレス成形に必要となる金型を低減すると共に、成形品の破断やしわ等の変形を防止しようとする。
【解決手段】金属の押棒4と、出没制御機構2より該押棒4を出没自在とし、且つ任意の位置で固定可能とするように複数拘束する保持部3から構成される型体1によるオス金型1a及びメス金型1bにより塑性成形を行うものであって、オス金型1aを構成する押棒4の先端を球面形状とした上で、オス金型1aを構成する複数の押棒4を部分ごとに反復して出没させながら金属母材6を打突し徐々に突出させることによって、金属母材は塑性流動が促され、順次塑性変形を起しつつ成形されるため、成形品における破断やしわ等の変形を防止できる。
(もっと読む)
成形方法
【課題】側壁面(傾斜面)が垂直に近い角度を持つような逐次張出成形の場合でも成形品に割れ等の問題が起き難く、或いは逐次張出成形を行なう為の工具の移動ピッチを大きくしても成形品が比較的綺麗な成形面を持つ逐次張出成形技術を提供することである。
【解決手段】 逐次張出成形により成形する方法において、
複数枚の板材を重ねて配置する板材複数枚配置工程と、前記板材複数枚配置工程の後、前記板材に対して逐次張出成形を行なう逐次張出成形工程
とを具備する。
(もっと読む)
逐次成形方法および逐次成形装置
【課題】 板材の反りや傷付きを抑えて所望する形状に加工し易い逐次成形方法およびその装置を提供することを目的とする。
【解決手段】 押圧工具3を用いて板材Mを型工具2に押圧することで板材Mを型工具2の形状に合わせて形成する逐次成形装置1であって、押圧工具3は、板材Mを押圧する第1押圧部32と、第1押圧部32と離れた位置で板材Mを押圧する第2押圧部16とを備える。
(もっと読む)
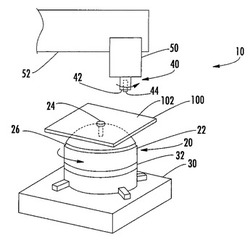
ツール・ホルダおよびツール・ホルダを使用する段階的シート成形方法
本発明は、軸方向の加工力を検出するための第1の感知装置(18)を有するツール・ホルダ(10)に関する。実際の加工力に応じて金属加工プロセスをより正確に制御するために様々な金属加工装置と共に普遍的に使用することができるツール・ホルダ(10)を提供するために、本発明は、横方向の力を検出するための第2の感知装置(20)をツール・ホルダ(10)に装備する。そのようなツール・ホルダ(10)は、段階的シート成形プロセスで使用されることが好ましい。  (もっと読む)
(もっと読む)
マグネシウム合金薄板の塑性加工方法
【課題】マグネシウム合金薄板の塑性加工において、プレス加工以外の成形方法を提供する。
【解決手段】所定のマグネシウム合金薄板1を加熱して薄板全体を約均一に所定の温度に維持しながら、NC加工機に装着した加工工具3を以って常法の逐次加工を施してなるもので、特に加熱手段として前記薄板の両端に電極を配置して、通電によって発生するジュール熱を採用する。
(もっと読む)
1 - 10 / 18
[ Back to top ]