
国際特許分類[B21D35/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | グループ1/00〜31/00に包含される方法を結合した方法 (28)
国際特許分類[B21D35/00]に分類される特許
21 - 28 / 28
曲げ加工装置および曲げ加工方法ならびにプレス成形装置およびプレス成形方法

【課題】 所期の形状に曲げ加工された後の板材のスプリングバックを従来よりも確実に抑制する。
【解決手段】 塑性変形可能な材料からなる板材5に曲げ加工を施す装置において、曲げ加工されるべき板材に接触すると共に該板材の曲げ加工に寄与する部材1,2の壁面に複数の突起6を設けた。
(もっと読む)
電子製品基材の複合成形方法およびその複合成形方法を実施した物品

【課題】従来の単一工程で電子製品基材のケーシングを製造するときの不良品率が高くなるという欠点と、従来のプレス製造工程で電子製品基材のケーシングを製造するときの金型コストが嵩み、微細な模様またはパターンを成形できないという欠点を解決するための電子製品基材の成形方法を提供する。
【解決手段】本発明は、電子製品のケーシングの成形に用いられる電子製品基材の複合成形方法であって、まず被成形基材を準備し、前記被成形基材を例えば液圧、鋳造またはプレスといった従来技術で予備成形し、更に前記予備成形された基材を金型内に載置し、そして、金属押え板を重ねて設けるとともに前記予備成形された基材上に押圧し、予備成形された基材の一方側の電磁コイル組にパルス電流が印加され予備成形された基材に近接したときに、前記予備成形された基材との互いの間に、前記予備成形された基材が外方向に引張変形するとともに、伸長し金型に密着させる反発力が生じる。
(もっと読む)
油受板の排出部の製造方法、それに使用する排出パイプ及び溝成形具
【課題】油受板の定位置の排出口に一体的に設置する場合、安価で汎用性に優れたパイプ材を使用して簡単かつ確実な設置を可能とする。
【解決手段】排出部の製造方法は、第1パンチ11が排出パイプ1の上端部1aを収容し、チャック12が下側1bを支持し、下支持部2を成形する第1工程と、溝刃14が第2パンチ13に設けられ、溝刃14を案内し上端部1aを支持する案内部15を設け、下側1bがチャック12に支持され、溝刃14で導入溝22を成形する第2工程と、下支持部2と油受板9の間にシーリング材8を配設して排出口10に上端部1aを入れ、下支持部2を受型16で支持し、円錐パンチ17で上端部1aをフレア状にする第3工程と、平パンチ18でフランジ状上支持部4とし、導入溝22を導入路6とし、上支持部4と下支持部2とで油受板9を挟持し、シーリング材8で漏れ防止し、上流路5,下流路3,落流路7を形成する第4工程とで構成される。
(もっと読む)
プレス加工装置及びプレス加工方法
【課題】上型を備えるプレス機を用いずにリストライク成形とピアス加工とを行うことができるようにした小型簡易なプレス加工装置を提供する。
【解決手段】駆動源により進退される駆動板4と、駆動板4にワークW側に付勢した状態で支持されるリストライク成形用の押え板5と、駆動板4に固定され、押え板5に形成した貫通孔5bに挿通されるピアス加工用のパンチ8と、駆動板4と押え板5との間に進入自在なスペーサ9とを備える。駆動板4と押え板5との間にスペーサ9を進入させた状態で駆動板4を前進させ、ワークWに押え板5を押し当ててリストライク成形を行った後、駆動板4と押え板5との間からスペーサ9を退避させた状態で駆動板4を前進させ、パンチ8を押え板5から突出させてピアス加工を行う。
(もっと読む)
ころ軸受用プレス成形保持器およびその製造方法
【課題】 軌道輪の鍔の位置に係わらず、同じ構造のものを用いることのできるころ軸受用プレス成形を提供することにより、金型の統一によりコスト低減を図る。
【解決手段】 ポケット11間を仕切る柱部12の軸方向中央部を径方向内側もしくは外側に屈曲させることにより、両端部とともに外側押さえ部12aおよび内側押さえ部12bを形成したプレス成形保持器において、外側押さえ部12aの対向最小寸法A1と内側押さえ部12bの対向最小寸法B1を同じ寸法とすることにより、ポケット11内へのころ3の挿入を保持器1の内側と外側の双方から行えるようにし、外輪両鍔タイプと内輪両鍔タイプのころ軸受の双方に適用可能とする。
(もっと読む)
プレス加工品及びその製造方法
【課題】ボス部に圧入された軸の堅固な圧入状態を良好に維持できるプレス加工品及びその製造方法を提供する。
【解決手段】圧延鋼板を素材としてボス部12を有する形状にプレス成形され、前記ボス部12に軸を圧入することで該軸に組み付けられるプレス加工品10であって、前記ボス部12の内部の金属組織層がS字状に湾曲した圧延フローFとなっている。また、このようなプレス加工品10の製造方法であって、平板状の素材における前記ボス部12に対応する部分に、孔部と、該孔部の周縁に突出する突出部とを有する一次ボスを形成する一次ボス形成工程と、前記突出部を突出長さ方向に押圧変形させて前記ボス部12を形成するボス部形成工程とを備える。
(もっと読む)
曲げ制御変位部を備えた金属シート及びその形成方法
曲げ加工線に沿って曲げ加工可能なシート材料を作製する方法であって、シート材料の厚さ方向に少なくとも1つの変位部を形成するステップを有し、曲げ加工線に最も近い変位部の周囲の一部が、エッジとこれに対向したフェースを形成し、かかるエッジとフェースが、曲げ加工中、変位部の周囲の互いに側部に対するシートのエッジ−フェース係合関係を生じさせることができるように構成されている方法。形成ステップは好ましくは、打抜き加工、穴あけ加工、ロールフォーミング加工、エンボス加工のうちの1つを用いて達成される。かかる加工法を用いる曲げ加工に適した材料のシートも又、被膜の使用、シンガードの使用、及び曲げ加工誘導スリット相互間のシートの領域の変位と同様に、開示される。  (もっと読む)
(もっと読む)
車体パネルとクリンチ・ナット・アタッチメントのためのプログラム可能な装置および方法
クリンチ・ナットのパネルへの取付けのためにパネル上に取付パッドを形成するための方法と装置。パネルは、形成ダイと固定アンビルの間に形成され、予め決められた正味基準位置を占有する。フェイス・プレートが、パネルを同時に「検出」し、新規な力付加器機を使用して定位置に機械的にロックする。フェイス・プレートが、形成ダイの周りの表面金属の位置を維持し、それによって、予め決められた正味基準位置に盛り上がったパッドを形成する。新規な力付加手段は、直列に配置された内蔵型ピストン・モジュールを備える。各モジュールが、空隙および空隙内に装着されたピストンを有するハウジングを備える。ピストンは、従動および駆動面を備え、流体圧力が、ピストンの駆動面が、蓄積作用のために別のピストンと当接するように、進行方向にピストンを動かすために従動面に作用する。 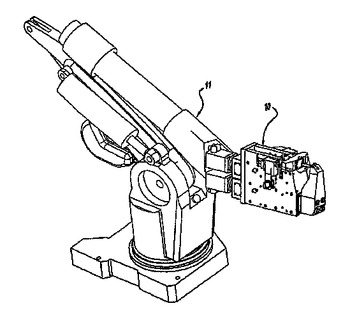 (もっと読む)
(もっと読む)
21 - 28 / 28
[ Back to top ]