
国際特許分類[B21D53/10]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 他の特定物品の製造 (1,238) | ベアリングの部品;スリーブ;バルブの座または類似のもの (104)
国際特許分類[B21D53/10]の下位に属する分類
ベアリング用保持器 (54)
国際特許分類[B21D53/10]に分類される特許
1 - 10 / 50
流体動圧軸受装置及びこれを備えるモータ
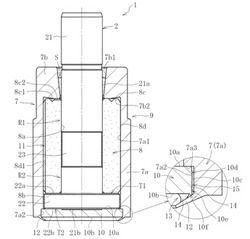
【課題】筒状部材の一端開口部が蓋部材にて封口される流体動圧軸受装置において、必要とされる軸受性能を確保しつつ、そのコスト低減を図る。
【解決手段】円盤状の蓋部材10で、筒状部材としてのハウジング7の下端開口部が封口された流体動圧軸受装置1である。蓋部材10は、金属板を打ち抜いて形成され、外周面10cの一端部にかえり10fを有する。蓋部材10は、打ち抜き加工で形成された後、かえり10fを外側に向けた状態でハウジング7の下端開口部に隙間嵌めされる。そして、ハウジング7の下端部を、加締めによりかえり10fを巻き込みながら内径側に塑性変形させることで、ハウジング7の下端に蓋部材10が固定され、ハウジング7の下端開口部が封口されている。
(もっと読む)
転がり軸受の軌道輪およびその製造法並びに転がり軸受

【課題】清浄度がそれほど高くない鋼材を用いた場合でも、転動疲労特性の大幅な低下が生じず実用的な耐久性が得られる低コストの転がり軸受の軌道輪を提供する。
【解決手段】質量%で、C:0.02〜1.20%、Si:0.02〜2.00%、Mn:0.10〜1.50%、P:0.001〜0.030%、S:0.0005〜:0.030%、Cr:0.02〜2.00%、O:0.0001〜0.0030%を含有し、必要に応じてさらにNi:2.00%以下、Mo:0.50%以下、V:0.50%以下、Nb:0.50%以下、Ti:0.25%以下、B:0.0050%以下の1種以上を含有し、残部がFeおよび不可避的不純物である組成を有する圧延鋼板から加工された材料からなり、軌道面の法線と圧延板面由来表面の法線とのなす角度が0〜45°の範囲にある転がり軸受の軌道輪。
(もっと読む)
円筒物の製造方法
【課題】軸方向に沿って延びるスリットを有しかつ外面側に突出する凸部を有する円筒物を精度良く製造することのできる円筒物の製造方法を提供する。
【解決手段】金属製板材に片面側に突出する凸部を成形することにより、トレランスリングの展開形状に対応する凸部付き板状物を得る第1成形工程P1と、凸部付き板状物にロール曲げ成形を施すことにより、トレランスリングを得る第2成形工程P2とを備える。第1成形工程P1は、金属製板材にプレス成形を施すことにより片面側に突出する凸部を成形する工程である。また、第2成形工程P2は、硬質ロールと弾性ロールとの間で凸部付き板状物を円筒状にロール曲げ成形する工程である。
(もっと読む)
閉鎖された中空横断面を有する部材を溶接する方法
【課題】溶接工程の前における接合表面のクリーニングステップを省くことができ、作業の効率化とエラーのない溶接を可能にする。
【解決手段】第1のハウジング部材2と第2のハウジング部材3とを溶接によって接合する方法であって、第1の内寸I1を備えた第1のハウジング部材を準備し、第1のハウジング部材の内寸I1よりも小さな外寸A2を備えた小横断面部分と、第1のハウジング部材との間でプレス結合部を形成する大横断面部分とを有する第2のハウジング部材を準備し、第2のハウジング部材を第1のハウジング部材内に配置して、第1のハウジング部材の内壁と第2のハウジング部材の外壁との間に、環状の間隙6を形成し、第1のハウジング部材と第2のハウジング部材との溶接を、該第1のハウジング部材と第2のハウジング部材との間の間隙の領域において行う、というステップを有している。
(もっと読む)
ピニオンシャフトアセンブリ及びその製造方法並びにピニオンシャフトの支持構造及び車両用操舵装置
【課題】小型、軽量で且つ安価なピニオンシャフトアセンブリを提供すること。
【解決手段】ピニオンシャフトアセンブリPAは、ピニオンシャフト7と、第1軸受13とによって構成される。ピニオンシャフト7は、ピニオン7aを形成したピニオン形成体30と、中空材40とを組み合わせて構成される。ピニオン形成体30の第1端部31の周溝34にかしめ付けられた中空材40のかしめ部43に、第1軸受13の内輪軌道15を形成する。内輪軌道15と外輪17の外輪軌道16との間に、玉18を組み入れて、第1軸受13を組み立てる。
(もっと読む)
十字軸継手の製造方法およびその製造方法に用いるパンチ
【課題】パンチの欠け発生を防止して、パンチの長寿命化を図り得るようにした十字軸継手の製造方法を提供する。
【解決手段】パンチ10は、軸受カップの底面に押圧して放射方向に延びる複数の油溝を形成するものであり、放射方向に延び外周側に向かうにつれて幅広となる複数の凸条部11を有する。凸条部11の内周側端部は、隣接する凸条部11の内周側端部とリング状の内側繋ぎ部12により繋がっており、凸条部11の外周側端部は、隣接する凸条部11の外周側端部とリング状の外側繋ぎ部13により繋がっている。これにより、凸条部11の内周側端部および外周側端部の両端部の強度が高められている。
(もっと読む)
摺動型等速自在継手
【課題】生産性に優れ、かつ成形のための装置の低コスト化を達成できる摺動型等速自在継手を提案する。
【解決手段】内径面15にトラック溝16を形成した外側継手部材11と、外径面17にトラック溝18を形成した内側継手部材12と、外側継手部材11のトラック溝16とこれに対応する内側継手部材12のトラック溝18とが協働して形成されるトルク伝達ボールトラックに配設されるトルク伝達ボール13と、トルク伝達ボール13を保持するケージ14とを備えた等速自在継手である。外側継手部材11におけるケージ保持部22の内径を、周方向に沿って隣合うボール13の継手外径側において結ぶ接線に内接する円の直径よりも大きく設定する。外側継手部材11の内径形状は、外側継手部材11のトラック溝の円弧とケージ保持部22と、円弧とケージ保持部22とを結ぶ接線とで構成した。
(もっと読む)
トリポード型等速自在継手およびトリポード型等速自在継手の外側継手部材
【課題】強度の低下を伴わず、大幅な軽量化が可能なトリポード型等速自在継手およびトリポード型等速自在継手の外側継手部材を提供する。
【解決手段】内周に軸線方向に延びる三本のトラック溝26を設けると共に各トラック溝26の内側壁に互いに対向するローラ案内面27,27を設けたトリポード型等速自在継手の外側継手部材である。内周にトラック溝26が形成された金属製のカップ部24を備える。カップ部24に薄肉部40となる小外径部41を形成し、小外径部41をFRP層42にて被覆する。
(もっと読む)
十字軸式自在継手用ヨークの製造方法
【課題】焼鈍処理を行わなくても、重ね合わせ部31、31を構成する折り返し部33、33内部の残留引っ張り応力を低減乃至は解消できて、この折り返し部33、33に亀裂等の損傷を生じにくくする。
【解決手段】先に、互いに重なり合った1対ずつの平板部32a、32bと、これら各平板部32a、32bの端縁同士を連続させる折り返し部33、33とを備えた前記両重ね合わせ部31、31を形成する。その後、これら両折り返し部33、33の幅方向両端面である各傾斜面38a、38bを、互いに近付く方向で且つ前記各平板部32a、32bに向かう方向に押圧して、前記両折り返し部33、33に圧縮方向の力を加える。
(もっと読む)
自在継手用ヨーク
【課題】円孔15と転がり軸受との嵌合長さを確保して、円孔15内に転がり軸受を十分な保持力で保持でき、しかも材料の歩留り向上と加工時間の短縮とを図れ、製造コストを十分に低減できる自在継手用ヨーク7dを実現する。
【解決手段】ヨーク7dを構成する各結合腕部10a、10aの内側面のうちで、上記各円孔15、15の開口周縁部に、張り出し部22、22を、エンボス加工を利用して形成する。特に、これら各張り出し部22、22のうち、上記各結合腕部10a、10aの先端側には、十字軸の端部を通過自在な開口幅を有する、不連続部23、23を設ける。これにより、上記課題を解決できる。
(もっと読む)
1 - 10 / 50
[ Back to top ]