
国際特許分類[B21J9/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 鍛造;ハンマーリング;プレス;リベット締め;鍛造炉 (2,634) | 鍛造プレス (105) | 特殊な設計または構造 (72)
国際特許分類[B21J9/02]の下位に属する分類
ピアシングプレス (3)
スウェイジングプレス;アプセプティングプレス (29)
国際特許分類[B21J9/02]に分類される特許
1 - 10 / 40
揺動鍛造装置及び揺動鍛造方法
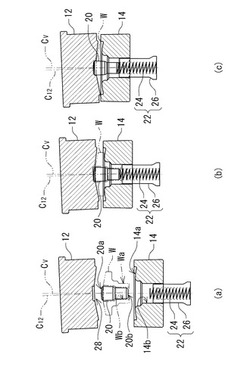
【課題】筒状部を有するワークを対象として揺動鍛造を行うにあたり、金型の破損を招くことなく、かつ、筒状部の内周面に余肉が生じることなく、所望の形状へと成形する。
【解決手段】ワークWの筒状部Waの内周面Wbを成形するためのプラグ型20が、上型12及び下型14とは別体をなしている。そして、その中心軸が、下型14の鉛直方向中心軸Cvに対して芯合わせされた状態で、かつ、上型12に対する相対的な位置関係を、上型12の揺動回転運動に応じて変えて行きながら、ワークWと共に上型12に対し当接可能に、下方から支持されている。プラグ型20は上型12及び下型14のいずれにも強固に拘束されるものではないので、上型12の揺動回転運動に際して、プラグ型20に大きな曲げモーメントが生じることもない。
(もっと読む)
揺動鍛造装置及び揺動鍛造方法

【課題】揺動鍛造によって成形を行う際に、製品の厚みを一定にする。
【解決手段】ワークWの成形中に、揺動回転駆動手段18及び昇降駆動手段28の動作を制御する制御手段34において、揺動部12に付与される荷重値f1を把握する。そして、制御手段24の荷重制御部36において、ワークWの成形中の荷重を受けて、上型16、下型26、揺動回転駆動手段18及び昇降駆動手段28の各々に生じる弾性変形が、ワークWの成形の進行に伴い解消されていく過程を、揺動部12に付与される荷重値f1の減少から把握する。荷重制御部36は、上型16、下型26、揺動回転駆動手段18及び昇降駆動手段28の各々に生じる弾性変形が解消され、ワークWの形状が所望の製品精度となるタイミングを、揺動部12に付与される荷重値f1の変化から見極めて、ワークWへの荷重を解除する。
(もっと読む)
金属製部品の塑性加工装置
【課題】円環状の第三中間素材21をローリング加工により拡径して第四中間素材22とする際に、破断面の溝底を起点とする微小なクラックの発生を防止して歩留りを向上させ、製造コストの低減を図る。
【解決手段】円板状の第一中間素材19の片面に揺動鍛造により円形凹部45を形成した後、中央部をこの円形凹部45と反対側から打ち抜いて、上記第三中間素材21とする。打ち抜きに伴って内周面に生じる破断面が、軸方向中間部に位置する。この破断面は、上記ローリング加工の初期段階で押し潰されて平滑面となる。この為、上記第三中間素材21の直径が拡がる段階でこの第三中間素材21の内周面には、上記クラック発生の起点となる様な溝が存在しない状態となり、上記課題を解決できる。
(もっと読む)
フェイススプライン成形装置、フェイススプライン成形方法、外側継手部材、及び等速自在継手
【課題】カップ部の内径の変形抑制が可能であって、フェイススプラインを安定して成形することができるフェイススプライン成形装置及び成形方法を提供する。
【解決手段】フェイススプライン成形装置は、フェイススプライン28を成形するための歯部62を有するパンチ部材50と、カップ部7の開口端面51を受ける端面受面52とを有する受け台53と、カップ部7の底壁内面55を受ける内面受面56を有する軸部材57とを備える。開口端面51と底壁内面52とを同時受圧状態とする。この状態で、パンチ部材揺動運動を行って、底壁バック面26aにパンチ部材50の歯部62による塑性変形によってフェイススプライン28を成形する。
(もっと読む)
車両用ハブユニットの加工具及び車両用ハブユニット
【課題】車両用ハブユニットの車両インナ側の軸方向端面にスプライン歯を形成するための加工具の歯型と、これによって加工されるスプライン歯との双方の耐久性をバランス良く確保する。
【解決手段】車両用ハブユニットの車両インナ側の軸方向端面にスプライン歯を塑性加工するための複数の歯型50が中心軸回りに円環状に形成されている加工具であって、前記歯型50の付け根部には、前記スプライン歯の側面と頂面との間にアール部を転写するアール転写部52が設けられており、前記アール転写部52の半径Ri,Roは、前記中心軸を中心とする径方向に関して徐々に変化している。
(もっと読む)
揺動鍛造装置および揺動鍛造方法を用いた穿孔方法
【課題】揺動鍛造を用いて貫通穴の穿孔を行うことができる揺動鍛造装置および穿孔方法を提供する。
【解決手段】基準軸Cに対して傾斜させた鍛造工具10の工具軸Gを揺動させて素材Wを加工する揺動鍛造装置であって、前記鍛造工具10と、前記鍛造工具10を揺動させて前記素材Wの表面の一部を該鍛造工具10の端面により押圧する工具揺動手段30と、前記工具揺動手段30と協調して、前記基準軸Cと前記工具軸Gとが交差する揺動点Pを該基準軸Cに沿って相対移動させる工具送り手段50と、前記鍛造工具10に向かって開口し、前記鍛造工具10により前記素材Wから内部へ押し出される材料を剪断して該素材から分離する開口端部を有する剪断分離手段60と、を備え、前記鍛造工具10で前記素材Wに貫通穴を穿孔する。
(もっと読む)
傾斜回転鍛造装置
【課題】上面が水平の状態から広い傾斜角度範囲で傾動フレームを傾動させて鍛造を行なうことができる傾斜回転鍛造装置を提供する。
【解決手段】円弧面をなす底面12aが基台2上に摺動可能に支持されて、円弧面の円弧中心C回りに旋回傾動可能な傾動フレーム1と、傾動フレーム1を、その平面状の上面11aが水平姿勢から所定の傾斜姿勢になるまでの間で傾動駆動する駆動シリンダ4と、傾動フレーム1の上面11aに直交姿勢で自軸回りに回転可能に立設されその外周面が所定断面の鍛造面5aに成形された芯金5と、芯金5を回転駆動する油圧モータ6とを備える。
(もっと読む)
車両用ハブユニットの製造方法
【課題】揺動かしめ時におけるハブ軸端部の内径側への変形を防止して、スプライン歯部の内径側に所定の凸部を正確に形成することができ、また、組み付け時における等速ジョイントとの干渉を回避することができる車両用ハブユニットの製造方法を提供する。
【解決手段】パンチ42のガイド部41をハブ軸の端部内に進入させ、当該パンチ42を所定の加圧力でハブ軸の端部に押し当てるとともに、前記ハブ軸の軸心に一致した主軸を回転させることにより前記かしめ具に揺動運動を発生させ、前記ガイド部41によってハブ軸端部の内径側への塑性変形を抑制しつつかしめ部12及びスプライン歯部を塑性変形により同時に形成する。
(もっと読む)
ローラ鍛造方法
【課題】表層流れが発生するのを防止すること
【解決手段】
ワーク軸心Yを中心に回転する円筒形状のワーク4に、ワーク軸心Yと直交するローラ軸心Xを中心に回転可能なローラ2を、ワーク4のワーク表層面41aに当接させ、ワーク4を拡径変形させるローラ鍛造方法において、ワーク4のワーク表層面41aの変形抵抗を、ワーク底面41bよりも大きくする。
(もっと読む)
鍛造方法
【課題】素材の成形限界を高めることができる鍛造方法を提供すること。
【解決手段】本発明の一態様は、中心軸を中心に回転する円筒形状の素材18の端面28に対し円筒形状のローラ12を押し当てることにより素材18を当該素材18の径方向に拡げる鍛造方法において、素材18が拡がり始めた時から、または、素材18が拡がり始める前から素材18に対し素材18が拡がる方向と反対方向に荷重を付与しながら素材18を径方向に拡げること、を特徴とする。
(もっと読む)
1 - 10 / 40
[ Back to top ]