
国際特許分類[B21J9/06]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 鍛造;ハンマーリング;プレス;リベット締め;鍛造炉 (2,634) | 鍛造プレス (105) | 特殊な設計または構造 (72) | スウェイジングプレス;アプセプティングプレス (29)
国際特許分類[B21J9/06]の下位に属する分類
素材を加熱するための部分をもつ装置 (14)
国際特許分類[B21J9/06]に分類される特許
1 - 10 / 15
アプセット鍛造方法
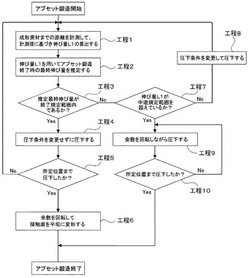
【課題】金敷による圧下の効率を妨げることなく金敷による圧下による伸び量を抑制でき、スムーズにアプセット鍛造を行うことができるようにする。
【解決手段】成形素材4を圧下し、圧下後の成形素材4の伸び量L1が大きく、その伸び量L1が中途規定範囲外であるときは、金敷3を回転させて金敷3による圧下を開始し、アプセット鍛造終了まで金敷3の回転による圧下を続ける。伸び量L1が中途規定範囲内であるときは、圧下速度を変更して、金敷3を回転せずに成形素材4を圧下する。
(もっと読む)
竪型プレスの鍛造装置

【課題】竪型プレスの上下方向押圧力を水平方向押圧力に変換する際のエネルギー効率を高く維持しつつ必要な鍛造ストロークや鍛造圧を確保する。
【解決手段】垂直姿勢に配設されて竪型プレスの圧下力を受けるラムシリンダ31と、水平姿勢に配設されて作動液流路35の他端に連通し、作動液の液圧を受けてワークWを鍛造するラムシリンダ32とを備える。ハウジング1内に、ラムシリンダ31を垂直姿勢で上下動可能に保持するシリンダ室34と、ラムシリンダ32を水平姿勢で水平動可能に保持するシリンダ室33と、ラムシリンダ32との間でワークWの両端を挟持するワーク支持部12と、ワークWを挿置する鍛造金型2を収納する収納空間13とを設けるとともに、作動液流路35をシリンダ室33,34の間に設ける。
(もっと読む)
ワークピースを鍛造、特にストレッチ鍛造するフォーミングマシン
【解決手段】本発明は、加熱を受けたおよび/または流動性を有する状態である金属ワークピースを鍛造、具体的にはストレッチ鍛造するフォーミングマシンに関する。フォーミングマシンは、
a)少なくとも二つのフォーミングツール(4A、4B)と、
b)フォーミングツールが互いの方に向かう接近運動(R)において、またはフォーミングツールが互いから離れる復帰運動において、フォーミングツールの少なくとも一方を駆動する少なくとも一つの駆動装置と、を備え、
c)駆動装置が、少なくとも一つの偏心素子(22A、22B)と少なくとも一つの油圧駆動素子(11A、11B)とを備え、
d)偏心素子の偏心運動が油圧媒体を介して油圧駆動素子の作用運動を生み出すように、少なくとも一つの駆動素子(11A、11B)が偏心素子(22A、22B)と直接または間接的に油圧接続されており、
e)油圧駆動素子(11A、11B)がそれぞれフォーミングツール(4A、4B)の少なくとも一つに接続され、その作用運動時に少なくとも一つのフォーミングツールを駆動する。
(もっと読む)
フランジ付長軸部品の鍛造加工方法
【課題】車輛用のアクスルシャフトの製造に非常な効率化と、コストダウンをもたらすことができる画期的なフランジ付長軸部品の鍛造加工方法を提供する。
【解決手段】金属製軸用素材1の要鍛造箇所を予め高周波炉で変態点以上に局部加熱しておき、縦型のアプセッタである動圧スクリュープレス又は静圧スクリュープレス3により局部加熱された要鍛造箇所を車輛用のアクスルシャフトのフランジ部の形状に成形することを特徴とする。
(もっと読む)
鍛造装置
【課題】簡易な構成で、被加工物の加工精度を向上させることが可能な鍛造装置を提供すること。
【解決手段】線状または管状の被加工物2を鍛造で加工する鍛造装置は、被加工物2を所定形状に加工するための加工溝18a、19aが形成されるダイス3と、ダイス3に振動を付与する振動付与機構とを備えている。ダイス3は、振動付与機構からの振動が伝達される振動伝達部17aと、振動伝達部17aからZ方向に立ち上がるように形成される立上部20、21とを備えている。加工溝18a、19aは、立上部20、21の先端側に形成されている。この鍛造装置では、振動付与機構からの振動で立上部20、21の先端側がX方向に振動して、加工溝18a、19aで被加工物2を加圧する。
(もっと読む)
油圧シリンダおよび油圧シリンダの製造方法
【課題】ベースシェルの端部の加工が容易な油圧シリンダおよび油圧シリンダの製造方法を提供する。
【解決手段】テーパ部21aと平行部21bとを有するマンドレル21を使用して素管の端部を絞り加工し、加工の前半でテーパ部21aにより成形された絞り加工部17と加工の後半で平行部21bにより成形されたシール部18とからなる小径部15を有するベースシェル3を形成したので、加工時の荷重を、加工の前半において従来技術と比較して小さい値から逓増させることができる。これにより、従来技術のマンドレル21を使用した場合と比較して加工に必要なエネルギーを減少させることができ、ひいては、ベースシェル3の端部(小径部15)の加工を容易にすることができる。
(もっと読む)
中空バルブの製造方法
【課題】通電アプセット成形による厚肉なオニオン形部分に座屈によるしわが生じることを防止し、その後の傘部の成形不良を防止すること。
【解決手段】中空バルブの製造方法は、(1)第1工程で、一端部に所定長さだけ芯材を挿入したパイプ素材を準備し、(2)第2工程で、芯材が挿入されているパイプ素材の一端部を通電アプセット成形することで厚肉な中実オニオンに成形し、(3)第3工程で、厚肉な中実オニオンを熱間鍛造により一次傘形部に成形し(4)第4工程で、一次傘形部を切削加工により二次傘形部に整形し、(5)第5工程で、部品組み付けにより傘部端部に傘端部材を組み付け、パイプ素材の先端部に軸端部材を組み付け、(6)第6工程で、部品溶接により傘端部材と軸端部材をパイプ素材に溶接し、(7)第7工程で、粗製品を仕上げ加工することにより中空バルブの最終製品を得る。
(もっと読む)
鍛造金型及び鍛造方法
【課題】
粉末冶金方で造られたビレット(40)を用いて発電用ガスタービンエンジンのタービンディスクなどの大型鍛造品の製造に適した鍛造金型(10)及び方法を提供する。
【解決手段】
鍛造金型(10)は、バックプレート(12)と、バックプレート(12)の表面の領域(16)の回りに放射状のパターンで配置されたセグメント(14)とを含む。各セグメント(14)は、バックプレート(12)に面した背面(20)と、バックプレート(12)と反対側に境界面(18)を有しており、境界面(18)は鍛造時にビレット(40)と係合する。セグメント(14)は、バックプレート(12)に対して半径方向に移動できるようにバックプレート(12)の表面と物理的に連結する。
(もっと読む)
線材のチャック装置及び圧造機
【課題】作動速度の高速化が達成される線材のチャック装置及びこのチャック装置を備え、生産性の向上を図ることができる線材の圧造機を提供する。
【解決手段】圧造機に組み込まれたチャック装置は、回転自在に支持された一対のチャック円筒(52L,52R)と、これらチャック円筒(52L,52R)の外周面にそれぞれ形成され、移送経路2を挟んで対向したとき、線材Aの挟持通路を形成する一対のチャック溝と、一方のチャック円筒(52R)を他方のチャック円筒(52L)に向けて押圧し、挟持通路内の線材Aを一対のチャック溝間にて締め付けるチャックシリンダ(54)と、一対のチャック円筒(52L,52R)を互いに逆向きに回転させ、チャック溝間の線材Aを挟持通路から解放させる回転装置(80)とを備える。
(もっと読む)
筒状のハウジングおよび該ハウジングを製造するための方法
筒状のハウジングが、円形の横断面を有する1つの同軸的な開口(2)と、筒状のハウジングの長手方向軸線に対して平行に延びる、楕円形の横断面を有する少なくとも1つの管路とを有している。円筒状のハウジングを製造するために、筒状のブランクに、大きな直径を有する1つの同軸的な開口(2)と、該開口(2)に対して平行に延びる、小さな直径を有する少なくとも1つの孔とが形成され、引き続き、同軸的な開口にマンドレルが導入され、その後に、筒状のハウジングを製造するために、穿孔された筒状のブランクの周面に力が加えられる。別の製造方法は、金属ストリップを膨出部が生じるように圧延し、該膨出部に孔を形成し、該膨出部を平らに均すために力を加えることにある。この場合、膨出部に延びる孔にそれぞれ楕円形の横断面が付与される。最後に、該金属ストリップがマンドレルに巻き付けられ、円形の横断面の同軸的な開口が形成される。  (もっと読む)
(もっと読む)
1 - 10 / 15
[ Back to top ]