
国際特許分類[B21J9/10]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 鍛造;ハンマーリング;プレス;リベット締め;鍛造炉 (2,634) | 鍛造プレス (105) | 鍛造プレスの駆動 (30)
国際特許分類[B21J9/10]の下位に属する分類
水圧または液圧による操作 (10)
歯車連動機構を用いる操作,例.レバースピンドル,クランクシャフト,偏心輪,トグルレバー,ラック棒 (6)
先行のサブグループの一つに限定されないもので鍛造プレスに特に適用される制御装置 (10)
国際特許分類[B21J9/10]に分類される特許
1 - 4 / 4
鍛造プレス機
【課題】機械式の鍛造プレス機において、高負荷でのプレス加工時におけるプレス速度の素早く精度の高い調整を簡単な構造で安価に可能とする。
【解決手段】鍛造プレス機10のフライホイール12を回転させるメインモータ11に、サーボモータを用いる。サーボモータは汎用モータに比べて、応答性、停止精度等が優れるため、これをメインモータ11に使用すると、プレス加工時のプレス速度の素早く精度の高い調整が可能となる。サーボモータを直接クランク軸13に連結して駆動させるのではなく、フライホイール12を介し回転エネルギーを蓄積した状態でクランク軸13を駆動させる方式であるため、高負荷のプレス加工を行うことができる。
(もっと読む)
多段式横型鍛造装置

【課題】運転作動時の加工荷重の低減と均衡を図って、加工精度を向上することができる小型で安価な多段式横型鍛造装置1を提供する。
【解決手段】フレーム2に固定される固定金型3と、移動可能に保持される分割ラム5と、分割ラム5の先端に装着されて固定金型3に向かって移動する可動金型6と、分割ラム5を駆動する駆動手段とからなり、可動金型6と固定金型3との間のワークを加工する加工段の複数個を横方向に配列して、独立した複数の工程を備える鍛造装置において、対称の2工程同士を組として、その組の2工程を同時に作動し、3組を異なるタイミングで順次作動することで加工荷重の均衡と分散による低減を図る。また、各可動金型6と固定金型3は分割ブロックを介して固定することで熱膨張を抑制し、各分割ブロックを横方向のみ結合する連結手段により連結して、金型交換時に一体的に貫通穴Yから1回で水平に引出すことができる。
(もっと読む)
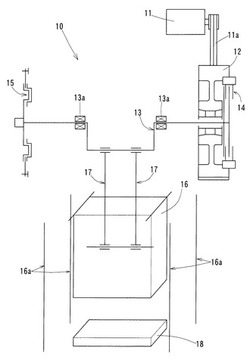
鍛造プレス
【課題】1台で鍛造製品の量産と試作を効率よく行うことができる機械式の鍛造プレスを提供することである。
【解決手段】クランク軸4に、メインモータ6で回転駆動されるフライホイール8の回転と、別途に回転駆動されるサーボモータ10の回転とを伝達可能とし、フライホイール8とサーボモータ10のいずれか一方の回転をクランク軸4に伝達して、スライド1を昇降動作させ、回転を伝達しない他方の回転駆動を止めて、鍛造作業を行うものとすることにより、量産するときは、フライホイール8からクランク軸4に回転を伝達して、所定の鍛造速度で効率よく鍛造し、試作するときは、サーボモータ10からクランク軸4に回転を伝達して、最適な鍛造速度を容易に短時間で選定できるようにし、1台で鍛造製品の量産と試作を効率よく行うことができるようにした。
(もっと読む)
閉塞鍛造成形装置
【課題】型締めの際、閉塞荷重吸収手段への閉塞荷重負担を軽減させて、閉塞荷重吸収手段の消費エネルギーを低減させることのできる閉塞鍛造成形装置を提供する。
【解決手段】本閉塞鍛造成形装置1は、型締めの際に各ガスシリンダ3への閉塞荷重負担を軽減させると共に、成形上必要な閉塞荷重を付与するクッション機構2、すなわち、型締めの際、上側、下側ダイ20、21に作用する閉塞荷重を各ガスシリンダ3に伝達する円筒状伝達部材5と、該円筒状伝達部材5の周りに干渉可能に配設される筒状干渉部材6とを備えている。これにより、型締めの際には、円筒状伝達部材5が筒状干渉部材6に干渉するために、各ガスシリンダ3への閉塞荷重負担が軽減されると共に、干渉した際の反力により成形上必要な閉塞荷重が得られ、正常に鍛造成形加工を行った上で各ガスシリンダ3の消費エネルギーを低減させることができる。
(もっと読む)
1 - 4 / 4
[ Back to top ]