
国際特許分類[B21J9/20]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 鍛造;ハンマーリング;プレス;リベット締め;鍛造炉 (2,634) | 鍛造プレス (105) | 鍛造プレスの駆動 (30) | 先行のサブグループの一つに限定されないもので鍛造プレスに特に適用される制御装置 (10)
国際特許分類[B21J9/20]に分類される特許
1 - 10 / 10
鍛造プレス装置およびその制御方法
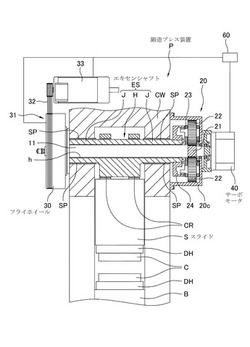
【課題】下降速度と上昇速度が高速である鍛造プレス装置およびその制御方法を提供する。
【解決手段】スライドSを昇降させる駆動軸ESと、駆動軸ESに連結されたフライホイール30と、駆動軸ESに連結されたサーボモータ40とを備える。上昇工程および/または下降工程において、フライホイール30の駆動により駆動軸ESを回転させてスライドSを上昇および/または下降させるように制御する。発生するトルクの大きいフライホイール30の駆動によりスライドSを上昇、下降させるので、従動系の慣性質量が大きくても駆動軸ESを目的の回転速度まで加速するのに時間がかからない。その結果、上昇速度と下降速度を高速にできる。
(もっと読む)
鍛造プレス装置およびその制御方法

【課題】サーボモータを駆動するための電源の容量を抑えることができる鍛造プレス装置およびその制御方法を提供する。
【解決手段】スライドSを昇降させる駆動軸ESと、駆動軸ESに連結されたフライホイール30と、駆動軸ESに連結されたサーボモータ40と、サーボモータ40が発電した電気を蓄電しサーボモータ40に電力を供給するコンデンサ54とを備える。フライホイール30の駆動により駆動軸ESが回転している間、または慣性力により駆動軸ESが回転している間、サーボモータ40で発電してコンデンサ54に蓄電するように制御する。コンデンサ54に蓄電した電気を利用してサーボモータ40を駆動できるので、その分サーボモータ40を駆動するための電源51の容量を抑えることができる。
(もっと読む)
金属製部品の塑性加工装置
【課題】円環状の第三中間素材21をローリング加工により拡径して第四中間素材22とする際に、破断面の溝底を起点とする微小なクラックの発生を防止して歩留りを向上させ、製造コストの低減を図る。
【解決手段】円板状の第一中間素材19の片面に揺動鍛造により円形凹部45を形成した後、中央部をこの円形凹部45と反対側から打ち抜いて、上記第三中間素材21とする。打ち抜きに伴って内周面に生じる破断面が、軸方向中間部に位置する。この破断面は、上記ローリング加工の初期段階で押し潰されて平滑面となる。この為、上記第三中間素材21の直径が拡がる段階でこの第三中間素材21の内周面には、上記クラック発生の起点となる様な溝が存在しない状態となり、上記課題を解決できる。
(もっと読む)
熱間鍛造プレス
【課題】工場に新たな通信インフラ設備を敷設することなく、また、情報セキュリティーを確保して熱間鍛造プレスを遠隔保守する。
【解決手段】熱間鍛造プレス(10)は、プレス本体(12)と、プレス本体の運転パターンプログラムを保持し、当該プログラムに従ってプレス本体をシーケンス制御するプログラマブル・ロジック・コントローラ(14)と、公衆無線通信回線を通じてプログラマブル・ロジック・コントローラをネットワークに接続する無線通信装置(16)とを備えている。ネットワークに接続された保守端末からの遠隔操作により、プログラマブル・ロジック・コントローラに保持されている運転パターンプログラムが更新される。
(もっと読む)
鍛造割れ発生予測方法と鍛造方法
【課題】熱間自由鍛造プレスを用いて軸材などの鍛造品を製造する場合に、被鍛造材の表面割れ発生の有無を予測する簡便な方法を確立して、表面割れ発生を防止できる鍛造制御方法を提供することである。
【解決手段】熱間自由鍛造における鍛造割れ発生予測を、熱間試験により被鍛造材の破壊データを採取するステップS1と、前記熱間試験の試験片の変形解析により破壊データと同じ値を示すときの応力を求め、破壊条件式を用いて被鍛造材の破壊閾値を同定するステップS2と、熱間自由鍛造における被鍛造材の熱連成変形解析により求めた被鍛造材の応力を破壊条件式に代入して被鍛造材の破壊パラメータを算出するステップS3を備えた鍛造割れ予測方法を用いて、破壊パラメータが破壊閾値以上になった場合に、プレス速度を制御して鍛造割れを防止するようにした。
(もっと読む)
鍛造装置および鍛造方法
【課題】高価な材料を用いることなく,金型の摩耗を効果的に抑止して,精度のよい成形品を製造することのできる鍛造装置および鍛造方法を提供すること。
【解決手段】本発明の鍛造装置は,製品の軸方向の第1端面に対面するノックアウトパンチ31と,製品の軸方向の第2端面に対面するパンチ32と,製品の軸方向の周面を包囲するダイス33とを有し,ノックアウトパンチ31とパンチ32とダイス33との間の空間に加工対象物を置いた状態で,ノックアウトパンチ31とパンチ32とで加工対象物を挟みつけることで,加工対象物を製品の形状に加工するものであって,ノックアウトパンチ31とパンチ32とを互いに接近させる駆動部を有し,駆動部は,ノックアウトパンチ31から見たダイス33の速度を,ノックアウトパンチ31から見たパンチ32の速度より小さくて同じ向きの有限の速度とする。
(もっと読む)
プレス加工装置及びプレス加工方法
【課題】被加工物ごとに精度良く加工することができるプレス加工装置及びプレス加工方法を提供する。
【解決手段】ボルスタ130にスライド150を接近させて型締めした状態で、対向する第1の型及び第2の型との対向面間に配置された被加工物を所望の形状に塑性変形させるプレス加工装置100において、第1の型110、第2の型120、ボルスタ130(可動部131)、及びスライド150の少なくとも1つに圧力センサ170を配置し、プレス加工時における圧力センサ170の検出信号に基づいて、コントローラ180が、プレス加工中にスライド150とボルスタ130(可動部131)の接近状態(平行度及びスライド量の少なくとも一方)を制御するようにした。
(もっと読む)
鍛造方法および鍛造プレス設備
【課題】成形工程に適した成形速度で成形することができ、金型の寿命を長くすることができる鍛造方法および、かかる鍛造方法を採用した鍛造プレス設備を提供する。
【解決手段】上型がスライドSに取り付けられた多工程金型を有し、前工程で成形された被成形素材Wが順次次工程の金型に供給される鍛造プレスに、被成形素材Wが供給されてない工程が存在するように被成形素材Wを間欠的に供給し、各サイクルの成形速度を、被成形素材Wが供給されている工程に応じた速度に調整して成形を行う。最適な成形速度の差が大きい工程が同時に成形されないように被成形素材Wを供給しておけば、成形速度に起因する金型の損傷や成形性の悪化を抑えることができる。
(もっと読む)
電鍛機
【課題】素材の膨出部の大きさや形状が安定化し、製品の形状サイズの精度が向上して品質が均一化し、鍛造エネルギを少なくする。
【解決手段】電鍛機21は、互いに接近離反可能な第1電極9,10及び第2電極13,14と、通電加熱用トランスTと、素材押動用据込み軸20Aとを具える。電極9,10,13,14、トランスT及び据込み軸20Aによる素材Mの加工条件は、コントローラ23により設定変更可能にすると共に、コントローラ23への加工条件の設定変更は操作盤24にて数値入力される。コントローラ23は、サーボモータ25,26,27を介して可動部の動作制御を行い、加工中にトランスTによる通電電圧を無段階に切替える。
(もっと読む)
シャットハイト調整機構を備えた鍛造プレス
【課題】高い生産性を維持したまま、シャットハイトの調整を1サイクル中に確実に行うことができ、鍛造品の厚み精度を一定に保つことができるシャットハイト調整方法を提供する。
【解決手段】鍛造プレス1の連続型打運転時において、シャットハイトの調整を行うサイクルでは、スライド40を上死点で型打ちのみを行うサイクルよりも長時間停止させ、シャットハイトの調整が終了するまでは、偏心軸20の回転を停止しさせる。たとえ高速で連続型打運転を行っても、シャットハイトの調整を1ストローク内で終了させることができるので、製品精度のばらつきを無くすることができる。また、シャットハイトを調整する時間が長くなるので、確実かつ高精度にシャットハイトの調整ができる。シャットハイト調整の終了後は、1サイクル当りの時間が短い高速運転で操業するので、生産性を高く維持できる。
(もっと読む)
1 - 10 / 10
[ Back to top ]