
国際特許分類[B22D11/08]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 金属の連続鋳造,すなわち不定長さへの鋳造 (5,350) | 鋳造開始のための補助具 (53)
国際特許分類[B22D11/08]に分類される特許
1 - 10 / 53
アルミニウムの半連続鋳造装置および該装置を用いるアルミニウムの半連続鋳造方法
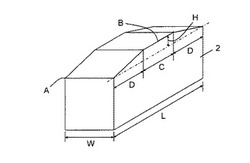
【目的】(長辺部の長さ/短辺部の長さ)の比が大きい断面形状のスラブであっても、底部変形を効果的に抑制することを可能とするボトムブロックを用いたアルミニウムの半連続鋳造装置を提供する。
【構成】上下に開放された水冷鋳型と、鋳造開始時に鋳型の下部を閉塞するボトムブロックをそなえ、鋳造時に鋳型内のボトムブロックの頂面に溶湯を注入して、凝固した鋳塊をボトムブロックと共に降下させるよう構成したアルミニウムの半連続鋳造装置において、ボトムブロックとして、水平断面が長方形で、ボトムブロックの頂面の外周部において、長辺部は、長辺部が短辺部と交わる隅角部より高さが徐々に増加する傾斜部を有する山形に形成され、前記隅角部を除く長辺部の何れの個所も短辺部より高くなっているボトムブロックを適用することを特徴とする。
(もっと読む)
連続鋳造設備におけるダミーバー引抜方法

【課題】かつ鋳造開始時におけるバックラッシュを起こすことなくダミーバーを引き抜くことができる連続鋳造設備のダミーバー引抜方法を提案する。
【解決手段】連続鋳造鋳型の下流側に、2対以上のピンチロールを含むロール群が配設され、上記鋳型下部およびロール群間に装入されたバミーバーを引き抜きながら連続鋳造を開始する連続鋳造設備におけるダミーバーの引抜方法において、ダミーバー引き抜き時における隣り合うピンチロール間の駆動モータ負荷電流差を、全ての関係において下流側の方が上流側よりも駆動側となるよう制御することを特徴とする連続鋳造設備におけるダミーバー引抜方法。
(もっと読む)
溶融金属を鋳て形状維持体を成形する方法及び装置
【課題】溶融金属を最終製品の状態に鋳造する際に、キャビティ内での溶融金属の周囲輪郭を制限することによって、開放式鋳型キャビティによる溶融金属の鋳造することに関する方法及び装置を提供する事。
【解決手段】始動材料体(70)をキャビティ(4)内でスタータブロック(60)とキャビティの軸線(12)に対して横方向のキャビティの第1の横断面(72)との間に入れた状態で、キャビティ軸線に沿うスタータブロックの往復動を開始させると、溶融金属の層(76)がキャビティの第1の横断面に隣接して始動材料体上に次々に積層し、かかる溶融金属層は、その内部の固有の溶射力を受けてキャビティ軸線から相対的に周囲方向外方に迅速に膨張する。かかる層の相対的に周囲方向外方への膨張を鋳造面(62)で制限し、この鋳造面は、キャビティの軸線の回りに周囲方向外方へフレア状になっていて、各層中に生じる熱収縮力が溶射力と釣り合うことができるようになる。
(もっと読む)
溶融金属を鋳て自らの形状を維持することができる金属体を成形する方法及び装置
【課題】溶融金属を最終製品の状態に鋳造する際に、キャビティ内での溶融金属の周囲輪郭を制限して、開放式鋳型キャビティによる溶融金属を鋳造する方法及び装置を提供することである。
【解決手段】始動材料体(70)をキャビティ(4)内でスタータブロック(60)とキャビティの軸線(12)に対して横方向のキャビティの第1の横断面(72)との間に入れた状態で、キャビティ軸線に沿うスタータブロックの往復動を開始させると、始動材料体はこれとタンデム関係をなして一連の第2の横断面(74)を通って往復動し、溶融金属の層(76)がキャビティの第1の横断面に隣接して始動材料体上に次々に積層し、かかる溶融金属層がキャビティの輪郭とは異なっている所定の外周輪郭を維持する。
(もっと読む)
連続鋳造用ダミーバー
【課題】 ピンチロールの圧下力による変形でリンクが所定の厚みを確保できなくなった場合に、リンクピンを外して各リンクを分解する必要がなく、且つ、隣り合うリンクによる干渉を起こすことなく、リンクの一部分を交換するだけでリンクを所定の厚みに復元することのできる連続鋳造用ダミーバーを提供する。
【解決手段】 本発明の連続鋳造用ダミーバーは、複数のリンク4から構成されるダミーバー本体2と、該ダミーバー本体の上部に連結されるダミーバーヘッド3と、からなるリンク式の連続鋳造用ダミーバー1において、前記リンクの連続鋳造機のピンチロールと接触する側の面には、該リンクの表面側の方が狭くなる断面形状の嵌合溝が設けられ、該嵌合溝に、前記リンクの表面よりも突出したライナー6が着脱可能に嵌め込まれていることを特徴とする。
(もっと読む)
連続鋳造機におけるロールのロール間隔異常判定方法
【課題】連続鋳造機におけるロールのロール間隔の異常を迅速、かつ、正確に判定できる方法を提案する。
【解決手段】ダミーバー5の引き抜き中に、該ダミーバー5と帯同して移動する前記ロールギャップ計測計rの位置をトラッキングするとともに、該ロールギャップ計測計rによりロールの各ロール間隔gを計測する。そして、トラッキングにより得られたデーターと、計測されたロールの各ロール間隔とを基に、該ロールにおける各ロール間隔のピーク値を求め、そのピーク値と、予め設定された持ロールの各ロール間隔gとを比較することによりロール間隔の異常の有無を判定する。
(もっと読む)
垂直曲げ型連続鋳造機、連続鋳造方法、及び連続鋳造機の冷却部延長方法
【課題】蛇行を抑えつつ鋳片12の品質向上を図ることを目的としている。
【解決手段】ダミーバーを下側から挿入する方式の連続鋳造機であり、且つ複数の冷却セグメントを配列した垂直部で冷却を実施する垂直曲げ型連続鋳造機である。上記各冷却セグメントはそれぞれ、鋳片冷却機構と鋳片12を案内する複数対のガイドロール5とを備えると共に、上記複数の冷却セグメントよりも下流位置に対し、鋳片12に下向きの力を付与するための複数対のピンチロール6を配置する。上記複数の冷却セグメントのうち最下部に配置される冷却セグメント10内に、複数対のガイドロール5と共に複数対のピンチロール11を配置し、そのピンチロール11の径は、上記複数の冷却セグメントよりも下流に位置するピンチロール6の径よりも小さい。
(もっと読む)
部分圧下ロールを用いたスラブの連続鋳造方法
【課題】設備負荷を増大させることなく、ポロシティを低減する。
【解決手段】メニスカス距離M2[m]が0.0013Vc(D/2)2≦M2≦0.0016Vc(D/2)2である第2区間内に、部分圧下ロール42〜44を有し、鋳片10の幅方向の2〜4箇所を圧下するための部分圧下用ロールスタンド7を配置する。部分圧下ロール42〜44を鋳片10と接触しないような位置に配置して鋳造を開始し、メニスカス位置を、定常鋳造速度Vの0.7倍以上0.95倍以下の鋳造速度Vctで通過した部位が、部分圧下用ロールスタンド7の最上流のロールの位置まで搬送された時点で、部分圧下ロール42〜44を鋳片10に近接させて鋳片10の部分圧下を開始する。
(もっと読む)
製造ロット作成方法および製造ロット作成装置
【課題】製鋼工程における製造ロットを容易に抽出できる製造ロット作成方法および製造ロット作成装置を提供する。
【解決手段】鉄鋼業における製鋼工程の製造ロットを作成する方法であって、ノードをスラブとし、鋼の成分と鋳造サイズに基づいて前記ノード間のリンクを設定してネットワークを構築し、多分解能コミュニティ抽出法に基づいてコミュニティを抽出し、当該コミュニティを製造ロット候補とし、前記製造ロット候補に含まれる複数のスラブを製造ロットに割り付ける。
(もっと読む)
連続鋳造設備の鋳片引抜装置及びその運転方法
【課題】鋳片やダミーバーに過大な押力を作用させることのない連続鋳造設備の鋳片引抜装置を提供する。
【解決手段】ダミーバーDを保持しつつ引き抜く連続鋳造設備の鋳片引抜装置12において、前記圧着側ロール5b,7bに、ダミーバー保持圧力を付与する流体圧シリンダ8b,9bが夫々備えられると共に、これらの流体圧シリンダ8b,9bに流体圧を供給する元圧側流体管路16,21b,22bに、第1減圧手段18bと、圧力低下検出手段27b,28bと、前記圧力低下検出手段27b,28bの元圧側に介装され、前記保持圧力の低下が検出された元圧側流体管路21bを遮断する管路遮断手段23bと、元圧側流体管路21bに前記保持圧力の低下が検出された際、当該元圧側流体管路21bを遮断すると同時に、前記保持圧力の低下が検出されていない元圧側流体管路側22bへ迂回させるバイパス手段17b,19bとが備えられている。
(もっと読む)
1 - 10 / 53
[ Back to top ]