
国際特許分類[B22D11/22]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 金属の連続鋳造,すなわち不定長さへの鋳造 (5,350) | 制御または調整方法または作業 (980) | 鋳造片または鋳型の冷却のためのもの (151)
国際特許分類[B22D11/22]に分類される特許
1 - 10 / 151
スラブ幅方向の中心偏析のバラツキを抑制する連続鋳造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
鋳塊冷却水槽、鋳造機における冷却装置、及び鋳塊の冷却方法
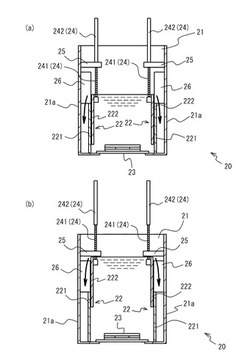
【課題】鋳造設備の冷却に用いる水槽内における鋳塊の冷却条件を制御するための冷却水槽ならびに冷却方法を提供する。
【解決手段】鋳型11,12から引き出した鋳塊Cを冷却する三次冷却装置において冷却水の温度を調整することにより冷却条件を制御するために、冷却水をオーバーフローさせる水槽20を備え、水槽の隔壁を可変ゲート22を伸縮可能なベローズにすることにより水槽内の水量を変更することが可能となり、水槽内の冷却水の水位を調整することにより鋳塊を冷却する能力が変更できる。
(もっと読む)
13Cr継目無鋼管用丸鋳片の連続鋳造方法

【課題】一文字割れの発生を抑制するとともに、軸心部割れ、特に凝固末期に発生する収縮孔とそれに起因するAタイプ割れの発生を実用レベルで十分抑制し得る13Cr継目無鋼管製管用丸鋳片の連続鋳造方法を提供する。
【解決手段】13Cr継目無鋼管用丸鋳片を連続鋳造するに当たり、水冷による二次冷却を、前記ストランド軸心部から半径方向に15mm離れた位置の固相率が0.03〜0.1となる箇所で停止し、その後、放射伝熱による冷却のみを継続してストランド内部を完全凝固に至らしめることとする。
(もっと読む)
鋳片の連続鋳造装置及び鋳片の連続鋳造方法
【課題】鋳片を切断する際に未凝固部が外側へ流出することを防止できるようにした鋳片の連続鋳造装置及び鋳片の連続鋳造方法を提供する。
【解決手段】鋳型15に注入された溶鋼を引き抜きながら凝固させて連続して鋳片60を製造する装置であって、鋳片引抜方向に沿って配置された複数の冷却ノズル21を有し、複数の冷却ノズル21の各々から鋳片60に向けて冷却水を噴射することによって、鋳片60に2次冷却を施す2次冷却装置20と、2次冷却が施されることにより完全に凝固した完全凝固位置61をオンラインで検出する完全凝固位置検出部51と、検出された完全凝固位置61で鋳片60を切断する切断装置40と、を備える。
(もっと読む)
鋳造鋳片の連続鋳造方法
【課題】 連続鋳造で得られた鋳造鋳片の品質の改善と同時に、連続鋳造機の軽圧下帯を構成するセグメントの使用寿命の延長を図ることができる連続鋳造方法を提案する。
【解決手段】連続鋳造用鋳型より引き抜かれた鋳造鋳片に対し、2次冷却帯の下流に位置する軽圧下帯にて軽圧下を施す連続鋳造方法において、前記鋳造鋳片の鋳造速度に応じ、前記2次冷却帯における冷却水の比水量を変化させることにより、該鋳造鋳片の中心部における固相率が流動限界固相率となる位置を、前記軽圧下帯の最終セグメントの出側から上流側0.5mまでの範囲に納める制御を行う。
(もっと読む)
スラブ幅方向の中心偏析のバラツキを抑制する連続鋳造方法
【課題】スラブ鋳片の幅方向の中心偏析のバラツキを抑制する。
【解決手段】鋳型直下のロールスタンドからメニスカス距離が15mの位置に配置されたロールスタンドまでの第2区間に、鋳造方向に並設された複数のロールについて、鋳片幅方向位置において、ロールの全本数に対する、その幅方向位置に軸受箱が存在するロールの本数の比率を軸受箱率Rとし、0≦R≦0.2である前記第2区間の幅方向範囲における比水量をWA[L/kg-steel]とし、0.2<R≦1である前記第2区間の幅方向範囲における比水量をWB[L/kg-steel]とし、軸受箱率RをRBとすると、0.5≦WA≦1.5であって、下記(1)式を満たす。
1.21RB+0.76≦WB/WA≦2.61RB+1.16 ・・・(1)
(もっと読む)
温度推定方法および温度推定装置
【課題】事前に熱伝達の形態を予測した上で解析することなく、連続鋳造機における鋼片の局所的な温度分布の正確な予測をする。
【解決手段】本発明の温度推定方法は、連続鋳造機における鋼片の温度推定を行う位置を入力する入力ステップ(S1)と、熱伝達係数を計算するための操業条件を取得する取得ステップ(S2)と、操業条件に基づいて前記位置における複数の熱伝達係数を計算する計算ステップ(S3〜S8)と、複数の熱伝達係数のうち一つを選択する選択ステップ(S9)と、選択した熱伝達係数を用いて伝熱計算を行う伝熱計算ステップ(S10)とを含む。
(もっと読む)
2流体スプレーノズルの異常検知方法
【課題】連続鋳造機の二次冷却帯における2流体スプレーノズルの異常を、連続鋳造中、早期に検知する。
【解決手段】連続鋳造機の二次冷却帯を構成する2流体スプレーノズルの異常を検知する方法において、(a1)2流体スプレーノズルへ送給する冷却水の流量を調整する流調弁の二次側における圧力と流量を測定し、予め定めた圧力−流量基準線と対比して、圧力差を求め、(a2)2流体スプレーノズルへ送給する空気の流量を調整する流調弁の二次側における圧力と流量を測定し、予め定めた圧力−流量基準線と対比して、圧力差を求め、(b)冷却水の圧力差と空気の圧力差の組合せで、2流体スプレーノズルの異常を検知する。ここで、流調弁の二次側とは、流調弁の下流側を意味する。
(もっと読む)
部分圧下用ロールスタンドを用いたスラブの連続鋳造方法
【課題】鋳片の幅方向全体に亘って高品質なスラブを鋳造する。
【解決手段】スラブの連続鋳造において、第1区間で、ロールギャップ勾配Tpを0.5以上1.2以下としたロールスタンドにより鋳片を支持し、第1区間より下流側の第2区間において、鋳造初期領域で軸受箱率Rが20%を越えた幅方向範囲を部分圧下する。これにより、鋳造初期領域で軸受箱率Rが20%を越えた範囲に発生したポロシティp1,p2,p3,p4 を減少させる。ここで、第1区間とは、メニスカス距離M1 [m]が0.0011Vc ×(D/2)2 [m] より大きく、0.0013Vc ×(D/2)2 [m] より小さい領域である。また、第2区間とは、メニスカス距離M2 [m]が0.0016Vc ×(D/2)2[m]より小さい領域である。
(もっと読む)
連続鋳造鋳片の冷却方法
【課題】鋳片を切断しない状態で連続鋳造機内における3次冷却によって、均一に冷却することが可能な鋳片の冷却方法を提供する。
【解決手段】鋳型で凝固シェルが形成され、鋳型直下の2次冷却装置で冷却された鋳片を、複数対のピンチロールの間に配置された3次冷却装置でさらに冷却する連続鋳造鋳片の冷却方法であって、前記3次冷却装置が鋳造方向に配置された複数のスプレーノズルからなり、各スプレーノズルから噴射される冷却水によって前記鋳片の表面に形成される被冷却部が連続し、隣接するスプレーノズルから噴射される冷却水によって形成される前記被冷却部における水量密度の最低値が、単独のスプレーノズルから噴射される冷却水によって形成される前記被冷却部における水量密度の最大値の25%以上であることを特徴とする連続鋳造鋳片の冷却方法。
(もっと読む)
1 - 10 / 151
[ Back to top ]