
国際特許分類[B22D18/08]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 圧力鋳造,真空鋳造 (335) | 制御,管理,例.安全のためのもの (26)
国際特許分類[B22D18/08]に分類される特許
1 - 10 / 26
鋳型湯面測定装置
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
真空上注ぎ鋳造の監視方法及び真空上注ぎ鋳造の終了方法
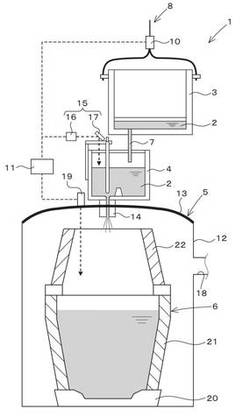
【課題】真空上注ぎ鋳造において、鋳込状態を正確に監視することができると共に、鋳込み終了を正確に行うことができるようにする。
【解決手段】本発明の真空上注ぎ鋳造の監視方法は、第1容器3内の溶鋼2を第1容器3の下側に設置した第2容器4内に注入し、第2容器4に注入した溶鋼2を当該第2容器4の下側に設置した真空装置5内の鋳型6に注入することによって溶鋼2を鋳込む真空上注ぎ鋳造にて、鋳型6への溶鋼2の鋳込状態を監視するにあたっては、第1容器3の重量と第2容器4内の湯面レベルとに基づいて鋳型6への鋳込量を求める鋳込量算出工程と、鋳型6内の溶鋼2の湯面レベルを測定する湯面レベル測定工程と、鋳込量算出工程で求めた鋳込量と湯面レベル測定工程で求めた湯面レベルの少なくともいずれか一方を用いて鋳込状態を監視する鋳込状態監視工程と、を有する。
(もっと読む)
低温金型・低圧鋳造法

【課題】低温の金型を用い低圧鋳造を可能とすることにより、鋳物組織の微細化を達成し、かつメートルサイズの中空薄肉鋳物を製造することができる低温金型・低圧鋳造法を提案する。
【解決手段】金型のキャビティ部の平均内面温度を250℃以下とし、かつ該金型の湯口部の内面温度を350℃以上とする一方、該金型のキャビティ部内面に、粉体離型剤を1m2当たり1〜10g塗布し、さらに該キャビティ内に設置した中空の中子の当該中空部を巾木の開口部を通して金型外へ排気しつつ、上記溶解炉の炉内空間を加圧することにより、該溶解炉内の溶湯を上記キャビティに充填する。
(もっと読む)
低圧鋳造装置と低圧鋳造方法
【課題】充填密度が高く、且つ凝固時に不連続部分や空隙や気泡を包まない鋳造品を成型する。
【解決手段】溶融金属を鋳型4のキャビティ10に低圧充填した後、この鋳型4のキャビティ10内で溶融金属を冷却、凝固させて鋳造品を成型する。鋳型4のキャビティ10の中に溶融金属を充填する誘導子14と、これによりキャビティ10の中に充填される溶融金属のレベルを検知するレベル計17と、このレベル計17により計測される溶融金属のレベルにより、キャビティ10内の流路断面積が比較的広い部分で溶融金属の上昇速度を遅くし、流路断面積が比較的狭い部分で溶融金属の上昇速度を速くするよう制御する制御手段とを有する。
(もっと読む)
鋳造装置のガス抜き装置およびガス抜き方法
【課題】中子ガスをキャビティの外部に効果的に排出することで、中子ガスによるガス欠陥(所謂ひけ巣など)を低減し、良好な鋳造品質を確保することができる鋳造装置のガス抜き装置、およびガス抜き方法の提供を課題とする。
【解決手段】鋳造金型10内部のキャビティ12に中子11を配設して鋳造する鋳造装置100のガス抜き装置1であって、前記中子11の表面と前記鋳造金型10の外部とを連通する中空構造のガス抜きピン2を備え、前記ガス抜きピン2は、その内周部を軸心方向に沿って全体的に加熱する電熱器(加熱手段)5を有する。
(もっと読む)
溶湯漏れ検出方法および検出装置
【課題】堰部材22の外側に溶湯20が流出する事態を効果的に抑制しながら、溶湯20の漏れを迅速に検出する。
【解決手段】基盤12と鋳型13を囲む堰部材22との間に介装シート25を堰部材22の全域に亘って介装したので、鋳型13から漏れ出た溶湯20を通じて基盤12、堰部材22間が導通すると、該導通を検出手段が検知して溶湯20の漏れを検出する。このとき、堰部材22、介装シート25、基盤12間に隙間は殆どないので、溶湯20が堰部材22の外側に流出する事態が抑制され、また、溶湯20がいずれの方向に漏れ出ても該溶湯20の先端が堰部材22に到達した時点でその漏出を迅速に検出することができる。
(もっと読む)
鋳造機の制御装置
【課題】指示した値に対して遅れやオーバーシュートを生じることなく制御することができ、金型内での溶湯の挙動を適正にする。
【解決手段】加熱炉11内で溶湯Mを加圧してストーク15に送り出し、キャビティ14に鋳造する鋳造機10の制御装置である。モデル予測コントローラ21は、現在から所定時間経過した時点における溶湯Mの湯面の高さを予測し、この予測された湯面の高さが所定時間経過した時点における湯面の指定高さに近似するように比例弁17を制御する
(もっと読む)
金属溶湯移送装置および金属溶湯移送方法
【課題】ストーク内に残留した金属溶湯を確実に排出して、鋳造製品に混入されるのを防ぎ、鋳造製品の品質の低下を防止する。
【解決手段】金型2の下方に配設されて金属溶湯を貯溜する低鋳加圧室3と、低鋳加圧室3内に上下方向に挿通され、上端側開口部30aが金型2に接続されるストーク30と、低鋳加圧室3と金属溶湯の戻り湯室4とに連通される戻り湯移送管31と、低鋳加圧室3の室内圧力を調整する室内圧力調整装置5と、戻り湯移送管31を介して金属溶湯を戻り湯室4に排出する金属溶湯排出装置6を具備してなる金属溶湯移送装置1において、金属溶湯排出装置6は、鋳造終了後に、室内圧力調整装置5にて、低鋳加圧室3が鋳造時圧力よりも低い圧力又は大気圧まで減圧され、かつ外気と気密遮断された状態で、戻り湯移送管31を介して金属溶湯を戻り湯室4に排出する。
(もっと読む)
鋳物の鋳造方法と鋳造装置
【課題】 異なる材料を用いた鋳造を容易に行うことができる技術を提供する。
【解決手段】 鋳造型4の成形キャビティ10の下部に開口する下部注湯口9から、成形キャビティ10の容量よりも少ない量の第1種類の材料の溶湯16を成形キャビティ10に注入し、この後に、成形キャビティ10の上部に開口する上部注湯口7から、成形キャビティ10が満たされる量の第2種類の材料の溶湯22を、成形キャビティ10に注入する。
(もっと読む)
鋳造装置
【課題】鋳造装置を設置するための空間を比較的小さくすることが可能な鋳造装置を提供する。
【解決手段】溶湯保持炉を入出可能な開口を少なくとも一側部にかつ溶湯保持炉を収納可能な空間を内部にそれぞれ有する機台3と、機台の上部に昇降可能にして装着されかつストークを垂設したダイベース5と、ダイベースの上面に装着されかつ砂鋳型を上載可能な下部ダイプレート6と、下部ダイプレートの上方に昇降可能にして配設された可動ダイプレート7と、下部ダイプレートの上面および可動ダイプレートの下面に装着され、所定位置で上下に分離可能でありかつ下部ダイプレート上の砂鋳型を気密に包囲可能なチャンバ手段8と、可動ダイプレートを昇降する昇降手段9と、一対の平行四辺形のリンク機構によって構成されて機台に装着され、可動ダイプレート付きの昇降手段およびチャンバ手段の上部分を、チャンバ手段の下部分の真上位置に入出させる入出手段10と、を具備したことを特徴とする。
(もっと読む)
1 - 10 / 26
[ Back to top ]