
国際特許分類[B22F3/24]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属質粉の加工;金属質粉からの物品の製造;金属質粉の製造 (12,322) | 成形または焼結方法に特徴がある金属質粉からの工作物または物品の製造;特にそのために適した装置 (4,516) | 工作物や物品の後処理 (848)
国際特許分類[B22F3/24]の下位に属する分類
含浸処理 (129)
国際特許分類[B22F3/24]に分類される特許
711 - 719 / 719
マルテンサイトのクロム−窒素鋼およびその使用
重量%で以下を含む合金からなる、腐蝕に対して良好な耐性を有する鋼材料:
C : max 0.12
N : 0.5〜1.5
Cr : 12〜18
Mn : max 0.5
Ni : max 0.5
(Mo+W/2) : 1〜5
(V+Nb/2+Ti) : max 1.5
Si : 0.1〜0.5
Co : トレース量〜max 2.0
S : トレース量〜max 0.1
バランス : 鉄および本質的に通常量の不純物のみ。 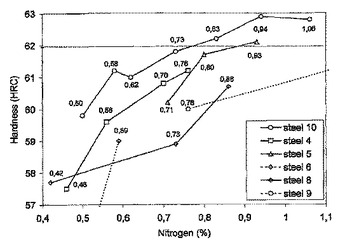 (もっと読む)
(もっと読む)
ジルコニウム及びニオブを含有する超硬合金体及びその製造方法
焼結超硬合金体(例えば、切削工具)及びその製造方法。この焼結超硬合金体は、炭化タングステン、鉄族の少なくとも1種の金属又はこれらの合金のバインダー相並びに1種又は2種以上の固溶体相を含む。固溶体相のそれぞれは、ジルコニウム、ニオブ及びタングステンの組合せの炭化物及び炭窒化物の少なくとも1種を有する。この方法は、炭化タングステン、鉄族の少なくとも1種の金属又はこれらの合金を含有するバインダー金属粉末並びにジルコニウム及びニオブの炭化物又は炭窒化物の粉末を含む、ジルコニウム及びニオブの両方の炭化物及び炭窒化物の少なくとも1種を含有する粉末混合物を提供する工程、該粉末混合物のグリーンコンパクトを形成する工程並びに該グリーンコンパクトを1400〜1560℃の温度で真空焼結又は焼結−HIPする工程を含む。 (もっと読む)
ワークピースの較正のためのツールを受ける装置とその種の装置を伴うプレス機

この装置は、ワークピース(83)、特に粉末冶金プロセスによって製造されるワークピースの較正のためのツールを受けるべく機能する。示されている例においては、ツールが、ツール支持具(31,32,33;31’,32’,33’)上に配置される下側スタンプ(77,78,79)と上側スタンプ(80,81,82)を含む。これらのスタンプは、個別に、あるいは全体として上下に、中心軸(40)と平行に移動させることができる。また、中心ツール支持具(41)も上下に移動可能であり、必要な場合にはそこに中心ピン(85)が取り付けられる。この装置は、たとえば回転体の形状を有するワークピース(83)によって表されるような複雑なワークピースの較正に特に適している。 (もっと読む)
耐摩耗部品及びその製作方法
Crを含有する鉄系合金粉末を使用して圧粉体焼結成形で素材を成形し、浸炭成分を排除した窒化処理を施すことで、表面をFe−Cr−Nの化合物層2とFe−Cr−Nの拡散層と基地の混合組織3とした。 (もっと読む)
緻密化表面を有する焼結金属部品の製造方法
本発明は、緻密化表面を有する粉体金属部品を製造する方法に関する。その方法は、7.2g/cm3以上の密度まで高速圧縮技術により鉄又は鉄基粉末を圧縮する工程、前記部品を焼結する工程、前記部品を表面緻密化処理にかける工程を含む。  (もっと読む)
(もっと読む)
超硬金属またはサーメット成形体およびその製造方法
本発明は、1もしくは複数の相互に境界づけられた表面を有する超硬金属またはサーメット成形体に関する。この場合、1もしくは少なくとも1の表面の下に厚さ2〜100μmの第一の層が配置されており、該層は2〜25質量%の結合金属成分および25体積%までの周期律表のIVa族の1もしくは複数の金属の窒化物または炭窒化物および/または10体積%までのV、Nb、Taおよび/またはCrの炭化物および/または炭窒化物および残分WCを含有し、第一の層の下に、第一の層におけるよりも高い窒素割合を有する厚さ2〜40μmの第二の層が配置されており、該層は実質的に周期律表のIVa族の金属の窒化物および/または炭窒化物からなり、かつ10体積%までの、元素W、Mo、V、Ta、Nb、Crの炭化物、窒化物、炭窒化物または酸炭窒化物の相割合および/または硬質相中に溶解したV、Nb、Ta成分を5質量%まで、およびCr、Mo、W成分を2質量%まで含有し、かつ結合剤を15質量%まで含有し、かつ第二の層の下に2〜100μmの厚さを有する遷移帯域が配置されており、該帯域中で組成は超硬金属またはサーメット成形体のコア内部で均質な組成へと段階的に変化する。この層構造は、結合金属が富化された層を作成するための熱処理に引き続き成形体を5×103Pa〜107Paの窒素圧下に共融点より低い温度で窒素雰囲気で処理することにより作成される。 (もっと読む)
複合摺動部材とその製造方法

【課題】 耐摩耗性と固体潤滑性と油吸着性に優れた複合摺動部材を得る。
【解決手段】 金属粒子または金属間化合物粒子を母相19とする複合材料において、金属粒子の体積率が摺動面13から内部に向けて変化する。金属粒子の体積率が摺動面近傍では小さく内部へ向かつて増加する。摺動面13には耐摩耗性と固体潤滑性と油吸着性が金属粒子よりも優れた特性を有する相が分散する。
(もっと読む)
離型剤除去方法
【目的】 ネオジム系通電焼結磁石の製造工程において、防錆被膜処理前に離型剤を除去することにより均一な防錆被膜を形成する。
【構成】 防錆被膜処理前にpH8〜10の弱アルカリ性界面活性剤を使用し超音波洗浄することにより離型剤を完全に除去し、均一な防錆被膜を形成することができる。
(もっと読む)
サイジング用金型
711 - 719 / 719
[ Back to top ]