
国際特許分類[B23B3/26]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | 一般目的の旋削機械または旋削装置,例.送り軸および親ねじを備えたセンタ旋盤;旋削機械の組合せ (152) | 回転ツールヘッドを備えた旋削機械または旋削装置 (16) | 工具が半径方向に動くもの;その回転ツールヘッド (6)
国際特許分類[B23B3/26]に分類される特許
1 - 6 / 6
ワーク旋削装置
【課題】ワークの内周面旋削用の工具と外周面旋削用の工具を工具ホルダの共通の工具装着部に装着可能としつつ、ワークの内周面の旋削と外周面の旋削をワークの周方向における共通の位置でそれぞれ対応した工具で行えるようにするとともに、内周面旋削用の工具と外周面旋削用の工具との相互間の自動交換を実施できるようにする。
【解決手段】ワーク旋削装置では、立旋盤2が、外向旋回位置と内向旋回位置との間で工具ホルダ18を旋回させるホルダ旋回装置24と、工具ホルダ18が外向旋回位置と内向旋回位置に配置された時に工具ホルダ18をラム14に対して位置固定するためのホルダ固定装置26とを含み、工具ホルダ18は、工具を掴んで保持する状態と工具を放す状態とに切り換え可能な水平工具装着部34を有し、工具交換装置3は、水平移動軸方向において工具の刃先が当該工具交換装置3側へ向かう姿勢で工具を水平工具装着部34に受け渡す。
(もっと読む)
切削加工方法、および切削加工用工具

【課題】容易かつ安価な構成によって、長尺な切削屑や厚い切削屑を発生させることなく高い加工精度で被削材の切削加工を実施することが可能な切削加工方法を提供する。
【解決手段】切削加工用工具1は、金属によって略円柱状に形成されており、前方から見ると、複数の突条と凹溝とが連続した波状の凹凸を形成した状態になっている。また、切削加工用工具1の前端の刃先面には、複数の凸部と凹部とが中心軸に対する放射方向に交互に設けられており、側方から見ると、それらの凸部と凹部とが連続した波状の凹凸を形成した状態になっている。かかる切削加工用工具1によって被削材Wを切削する際には、被削材Wを主軸14を中心として回転させた状態で、工具主軸15を中心として回転させた切削加工用工具1をアプローチさせる。
(もっと読む)
切削加工装置および切削加工プログラム
【課題】 精密な切削加工を行うには、鋭利な刃先を有する工具が必要となる。しかし、ゲルマニウムやシリコン等の脆性材料の加工においては、ダイヤモンド工具を用いるが、アルミや銅などの軟質金属の切削に比べ、工具磨耗が激しい。そのためには、工具の磨耗を抑え、工具の長寿命化を図る必要がある。
【解決手段】 円弧形状をした切削チップを取り付ける工具シャンクと、その工具シャンクに2軸の並進運動と1軸の回転運動を同時に制御する工具台を有し、被加工物を所望形状に、切削チップで加工する3軸制御加工装置において、切削チップを右から左へ移動させる場合、所望形状の法線角度の変化以上に切削チップの加工点を左から右へ移動するように回転させる。
(もっと読む)
旋削の方法及び旋削装置
コンピュータ数値制御工作機械の技術分野における旋削の方法及び旋削装置である。回転する工作物が回転する工具ホルダーに配設され偏心した経路で旋回する工具に当てられる。工具ホルダーと工作物とを同期して回転させることにより種々の特徴を有する形状が作製される。実施形態の方法は卵形のピストンや他の部品のような非円形の形状の旋削を行うのに有用である。  (もっと読む)
(もっと読む)
旋盤における主軸交叉内周の加工方法
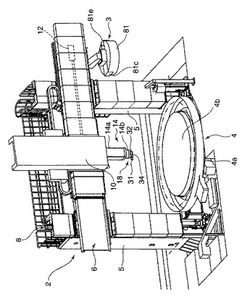
【課題】旋盤でその主軸と交叉する方向の中心軸を有する内周溝、内周壁にある段面、内周面の面取加工などの内周加工を高い精度でかつ能率良く行う技術手段を提供する。
【解決手段】ワーク40の回転中心となる主軸軸線Aを挟む両側に刃物台を備え、当該両側の刃物台が共にZ軸、X軸及びY軸送り可能で、かつ当該両側の刃物台が共にZ−Y平面で円運動可能な旋盤を用い、一方の刃物台の回転工具軸27にシャフト先端にセンタ孔33を備えたTスロットカッタ30を装着し、他方の刃物台には上記センタ孔33に係合する先端31を備えた支持シャフト32を装着して、センタ孔33に支持シャフト先端31を押接した状態で回転工具軸27を回転し、その押接状態を保持しながら、両刃物台にZ−Y面での同期円運動をさせる。
(もっと読む)
2主軸3タレット旋盤
【課題】同一軸線上で対向する2主軸と、当該軸線を挟んで配置された3個のタレット刃物台を備え、ワーク周面の平面加工が可能な旋盤に関し、ワーク周面の平行平面の加工や平行孔の加工を含む複雑な形状のワークを能率良く加工できるようにする。
【解決手段】3個のタレットのすべてにドリルやエンドミルなどの回転工具の駆動装置と、NC制御によるY軸移動構造とを採用する。すなわち、同一軸線上で対向する2主軸を備え、当該軸線の奥上側に配置された2個のタレット16と、当該軸線の手前下側に配置された1個のタレット17とを備えた2主軸3タレット旋盤において、前記3個のタレット16、17の総てがY軸方向にNC制御移動可能であり、かつ、前記3個のタレットの総てが当該タレットに取付けられた工具の回転駆動装置を備えている。
(もっと読む)
1 - 6 / 6
[ Back to top ]