
国際特許分類[B23C5/18]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | フライス削り (3,222) | フライス (2,484) | 形状よりも物理的性質に特徴のあるもの (1,456) | 取外しできない切刃または切歯をもつもの (6)
国際特許分類[B23C5/18]に分類される特許
1 - 6 / 6
切削工具
【課題】簡単な処理で切削抵抗を均一化させ得る切削工具を提供する。
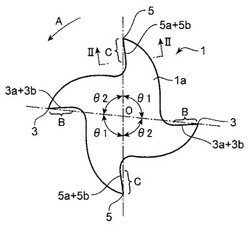
【解決手段】回転方向Aに離れて2つの第1切れ刃3と2つの第2切れ刃5とが交互に設けられ、第1切れ刃3が第2切れ刃5に対して第1中心角θ1で離れて後行し、第2切れ刃5がその第1切れ刃3に対して、第1中心角θ1よりも小さい第2中心角θ2で離れて後行する切削工具(不等ピッチエンドミル)1であって、第1切れ刃3は、工具本体の第1切れ刃本体部3bと、その第1切れ刃本体部3bを覆って形成された所定の摩擦係数の第1コーティング膜3aとを有し、一方、第2切れ刃5は、工具本体の第2切れ刃本体部5bのみを有するか、または第2切れ刃本体部5bと、その第2切れ刃本体部5bを覆って形成され、第1コーティング膜3aよりも摩擦係数の大きい第2コーティング膜5aとを有する構成となっており、これにより全部の切れ刃における切削抵抗が均一化されている。
(もっと読む)
削り屑誘導システム、冷却流路、冷却流路システム、および、これらのうちの少なくとも1つを備えた高性能リーマー
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
エンドミル

【課題】 過酷な切削条件においても耐摩耗性と耐溶着性に優れた長寿命のエンドミルを提供する。
【解決手段】 回転軸を有する棒状で、先端に形成された底刃2と、側方に形成された外周刃4とを具備する基体5の表面に、TiとAlとを含む窒化物または炭窒化物からなる被覆層7を被着形成してなり、外周刃4の被覆層7におけるTiとAlとの総量に対するTiの比率が底刃2の被覆層7における比率よりも高いエンドミル1であって、溶着や欠損の発生しやすい切削条件においても長寿命な切削工具となる。
(もっと読む)
エンドミル
【課題】好適な表面粗さの外周面を有するシャンク部を備えることにより、工作機械に確実に保持することが可能なエンドミルを提供する。
【解決手段】軸線O1回りに回転される略円柱棒状のエンドミル本体1の先端1a側に切刃部2が設けられるとともに、切刃部2よりも後端1b側にシャンク部3が設けられ、切刃部2の外周には切屑排出溝2aが形成されて、切屑排出溝2aの切刃部2における外周側辺稜部に切刃2aが形成されたエンドミルAにおいて、シャンク部3の外周面3aの少なくとも一部には、表面粗さ(Rz)が2.0〜4.0μmとされた粗面部3dが形成されている。
(もっと読む)
回転工具
【課題】加工の位置精度に優れていると同時に工具寿命を向上させた回転工具を提供する。
【解決手段】マイクロドリル1は、炭化タングステンを主成分とする硬質相と、コバルトを主成分とする結合相とからなる超硬合金を含む。マイクロドリル1は、中心軸に沿って延在する中心部10と、中心部10を覆い、外周刃4が形成される外周部20とを備える。外周部20は、外周面5を有し、外周面5の半径をRとするとき、中心部10の半径xは0.05R≦x≦0.9Rの関係を満たす。中心部10は、中心部10全体に占める割合でA質量%のコバルトを含み、外周部20は、外周部20全体に占める割合でB質量%のコバルトを含む。AおよびBは、1<B/Aの関係を満たす。
(もっと読む)
先端面切刃面および外周刃がすぐれた耐チッピング性および耐摩耗性を発揮する焼結エンドミル
【課題】 先端面切刃面および外周刃がすぐれた耐チッピング性および耐摩耗性を発揮する焼結エンドミルを提供する。
【解決手段】 シャンク部と、先端面を切刃面とし、かつ外周刃が形成された切刃部とからなる焼結エンドミルを、(a)分散相が80〜95面積%を占め、残りが結合相と不可避不純物からなる組織を有する焼結体で構成し、(b)さらに上記焼結体を構成する分散相が、実質的にWCにCoとCrが固溶含有し、Co:0.1〜3質量%、Cr:0.1〜2質量%である(W,Co,Cr)C単一相からなり、(c)同じく上記の結合相が、Crを結合相に占める平均値で、1〜8質量%含有するCo基合金単一相(微量のW,V,およびCを固溶含有する)からなり、(d)かつ上記焼結体は、Vを焼結体全体に占める割合で、0.1〜1質量%含有すると共に、前記Vが上記分散相と上記結合相の界面部に凝集した組織を有することからなる。
(もっと読む)
1 - 6 / 6
[ Back to top ]