
国際特許分類[B23H7/06]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工具としての電極を使用し,工作物に高密度の電流を作用させることにより行う金属加工;このような加工と他の形式の金属加工とを複合させたもの (1,278) | 放電加工および電解加工に共に適用できる方法または装置 (579) | ワイヤーカット加工 (340) | 電極と工作物との間の相対移動の経路曲線の制御 (24)
国際特許分類[B23H7/06]に分類される特許
1 - 10 / 24
テーパ角度測定冶具
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
被加工物を傾けてテーパ加工を行うワイヤ放電加工機
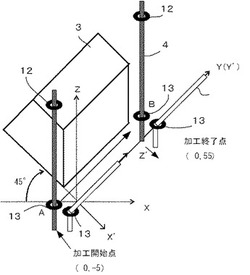
【課題】ワイヤ電極を垂直に、あるいは、テーパ加工における弊害が起こらない、または、軽減できる程度に垂直に近い状態に張ってテーパ加工を行うことが可能なワイヤ放電加工機を提供すること。
【解決手段】XYZの座標系に対して、Y軸回りに45°回転させ、X’Y’Z’の座標系を新しく設ける。被加工物もY軸回りに回転しており、機械のテーブル面(XY平面)から45°傾くことになる。このX’Y’Z’の座標系で45°傾いた加工面を有する直線ブロックABを加工する加工プログラムを運転すると、直線ブロックABは、テーブル面(XY平面)に対して垂直な面となる。そして、この座標系の変換を行うために、通常の加工プログラムに対して「G134W1」、「G134W0」を追加する。
(もっと読む)
ワイヤ放電加工機、ヘッド制御方法、及びそのプログラム

【課題】ワイヤ放電加工機の上下ヘッドの相対位置ずれを、簡易的な構成と処理で正確に補正を行う。
【解決手段】本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、背面側から前面側に延出するコラムを有しており、コラムの先端部周辺に配設されたコラム前温度センサからの温度情報を入力する温度情報入力部41と、ヘッドの位置ずれが生じていないときの基準温度情報を記憶する基準温度記憶部46と、入力された温度情報及び基準温度情報の差分を演算する温度差演算部42と、コラムの材質における線膨張係数と、その延出部分の長さから得られる補正係数を記憶する補正係数記憶部45と、演算した温度変化及び補正係数に基づいて、上下ヘッドの相対的なずれ量を演算するずれ量演算部43と、演算されたずれ量に基づいて、前記ヘッド駆動軸を制御してV方向の位置ずれを補正するヘッド駆動軸補正部44とを備える。
(もっと読む)
ワイヤ放電加工装置およびワイヤ放電加工方法
【課題】タイコ誤差と上下寸法誤差の両方を抑制して、真直精度を向上させることのできるワイヤ放電加工装置を得ること。
【解決手段】ワイヤ放電加工装置は、上下に延びるワイヤ1からの放電により被加工物2を加工するワイヤ放電加工装置であって、ワイヤに加工用電圧を印加する電圧印加部11と、ワイヤを被加工物の上方で支持する上方支持部4aと、ワイヤを被加工物の下方で支持する下方支持部4bと、支持部の一方をワイヤに沿った方向であって被加工物から離れる方向に移動させるとともに、その支持部を被加工物の仕上げ面に略垂直な方向であって被加工物から離れる方向に移動させる移動手段12と、を備える。
(もっと読む)
ワイヤカット放電加工方法、およびその装置、並びに、ワイヤカット放電加工用プログラム作成装置、および、ワイヤカット放電加工用プログラムを作成するプログラムを記録したコンピュータ読み取り可能な記録媒体
【課題】太鼓状の形状の量を軽減し、筋目を少なくするワイヤカット放電加工方法、およびその装置。
【解決手段】(a)は、上ワイヤガイド11をワーク上面31に対して相対的に紙面右方向に移動させ、下ワイヤガイド12をワーク下面32に対して相対的に紙面左方向に移動させ、ワイヤ電極4が加工方向に対して右に傾く状態を示している。また、(b)は、上ワイヤガイド11をワーク上面31に対して相対的に紙面左方向に移動させ、下ワイヤガイド12をワーク下面32に対して相対的に紙面右方向に移動させ、ワイヤ電極4が加工方向に対して左に傾く状態を示している。そして、加工方向に対して(a)と(b)の状態を連続的に交互に継続してワイヤ電極4を傾けることによりワーク3の放電加工を実行する。これによって、ワーク3の上部33と下部35を中央部34と同様にワイヤ電極4によって放電加工する。
(もっと読む)
ワイヤカット放電加工装置におけるテーパ補正システムおよびテーパ補正方法
【課題】 効率よくテーパ角度の補正を行うことができるワイヤカット放電加工装置におけるテーパ補正システムおよびテーパ補正方法を提供する。
【解決手段】 テーパ加工において出現する出現テーパ角度を所要に補正するワイヤカット放電加工装置1におけるテーパ補正システム20であって、NCプログラムから出現テーパ角度を複数特定する出現テーパ角度特定手段231と、複数の出現テーパ角度を代表して表し該出現テーパ角度の補正に用いられる代表テーパ角度の代表数を設定する代表数設定手段233と、テーパ角度を変数とする正規分布関数を生成する正規分布関数生成手段232と、代表テーパ角度を正規分布関数を用いて代表数に応じて設定する代表テーパ角度設定手段234と、を備える。
(もっと読む)
ワイヤカット放電加工機の制御装置およびワイヤカット放電加工機の加工経路作成装置
【課題】ワイヤカット放電加工機による凹角コーナ部の多重加工における加工精度の向上。
【解決手段】加工プログラムを記憶する加工プログラム記憶手段1と、加工回数毎のワイヤオフセット量を記憶するオフセット量記憶手段6と、前記加工プログラムを解析する加工プログラム解析手段2と、加工プログラム解析手段2による解析結果に基づいて被加工物の加工形状を作成する加工形状作成手段3と、加工形状の補正を行うために用いる予め決められた円弧半径を記憶する加工形状補正用円弧半径記憶手段7と、加工形状作成手段3により作成された形状がお互いに非平行な2つの直線移動ブロックが交わることで形成される凹角コーナ部を有する加工形状の場合、当該凹角コーナ部側の各一部を削除し、該削除された部分に前記円弧半径を持つ円弧形状の移動ブロックを挿入する円弧形状挿入手段4と、を有するワイヤカット放電加工機の制御装置と加工経路作成装置。
(もっと読む)
ワイヤ放電加工機の加工経路作成装置
【課題】凹角コーナ部における加工精度を向上できる加工経路を作成するワイヤ放電加工機の加工経路作成装置を提供すること。
【解決手段】加工プログラムを解析する加工プログラム解析手段2、オフセット量記憶手段4、凹角コーナ部に挿入する円弧形状の移動ブロックの大きさと円弧形状の移動ブロックの挿入を開始する加工回数を決めるための基準となる加工回数を基準加工回数として設定する基準加工回数設定手段7、基準加工回数に対応するオフセット量と基準加工回数より後の加工回数に対応するオフセット量との差分を計算するオフセット量差分演算手段6、およびオフセット量記憶手段4に記憶されたオフセット量と前記加工プログラム解析手段2の解析結果を受取り、凹角コーナ部に前記オフセット量差分演算手段6の演算結果から決定した円弧形状の移動ブロックを挿入して加工経路を作成する加工経路作成手段3とを有するワイヤ放電加工機の加工経路作成装置。
(もっと読む)
ワイヤカット放電加工機のワイヤ支持位置測定方法およびワイヤ支持位置測定用部材
【課題】ワイヤ電極の傾斜張架時の上下ガイドによる支持位置を、ワイヤ電極を張架せずに、測定用部材を用いて測定すること。
【解決手段】凸状曲面を中心軸の周りで回転させたすり鉢状の案内孔の内周面(ワイヤガイド面)21に、頂角60度(40度)の円錐面(または多角錐面)31(41)を持つ先細りピン形状部を有する測定用部材30(40)が、らっぱ状に開いた開口部から差し込まれると、円錐面(または多角錐面)31(41)が内周面21に接点22(23)で接し、行き止まる。この時の測定用部材30(40)の所定箇所の高さ30D、高さ30Dを測った所定箇所から頂点32(42)までのZ方向距離から、基準ワイヤ電極支持位置から測ったQ30(Q20)のZ位置を求めることができる。
(もっと読む)
ワイヤカット放電加工装置におけるテーパ方向角度の補正方法
【課題】 テーパ方向角度に生じる誤差を補正することによって加工精度の向上を図る。
【解決手段】 ワイヤ電極を支持する支点位置の水平方向の変位によりワイヤ電極のテーパ方向角度に誤差を生じる場合において、テーパ方向角度に生じる誤差を補正するための補正量を、基準位置RUに対する水平方向におけるワイヤ電極Eの実際の支点位置RU´の変位εU,εVとして特定し、この補正量εU,εVに基づいてワイヤ電極Eを張架するワイヤガイド9の位置制御における制御目標位置RUsetを設定する。
(もっと読む)
1 - 10 / 24
[ Back to top ]