
国際特許分類[B23H9/02]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工具としての電極を使用し,工作物に高密度の電流を作用させることにより行う金属加工;このような加工と他の形式の金属加工とを複合させたもの (1,278) | 特定の金属対象物を取扱うかまたは金属対象物に特別の効果または結果を達成するために特に適用される加工 (241) | トリミングまたはバリの除去 (6)
国際特許分類[B23H9/02]に分類される特許
1 - 6 / 6
放電加工装置及び放電加工方法
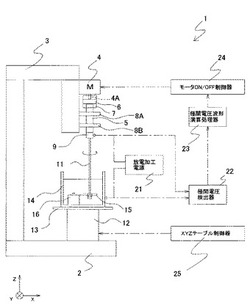
【課題】簡易な構造・制御で工作物の穴の出口側のような加工が困難な部位のバリ取りや面取り加工を実現する。
【解決手段】中心線Ctに沿って延びる軸状の工具電極11を工作物15に形成された貫通穴15aに挿入し、貫通穴15aの出口側の縁部に工具電極11の先端部32を配置する。中心線Ctを回転中心として工具電極11を回転させて工具電極11をふれまわりさせる。工作物15と工具電極11との間に電源電圧を印加する。ふれまわりにより工具電極11の先端部32が貫通穴15aの縁部に接近するので、工具電極11の先端部32と貫通穴15aの縁部との間の放電隙間が狭まる。その結果、工具電極11の先端部32と貫通穴15aの縁部との間に電源電圧による放電が生じ、貫通穴15aの縁部が放電加工される。
(もっと読む)
バリ取り工具およびこれを用いた貫通孔のバリ取り方法、並びに貫通孔の面取り方法

【課題】いわゆる中細り構造を有することにより、交差貫通孔においても容易に貫通孔表側からバリ取りを行うことができるバリ取り工具、およびこれを用いた貫通孔のバリ取り方法、並びに貫通孔の面取り方法を提供する。
【解決手段】本発明にかかるバリ取り工具は、放電部と、軸部とを備える電極からなるバリ取り工具であって、上記放電部の水平方向の断面が取りうる径の長さは、バリ取りを行う貫通孔の水平方向の断面が取りうる径の長さよりも短く、上記放電部の水平方向の断面が取りうる径の長さが、上記軸部の水平方向の断面が取りうる径の長さよりも長い。
(もっと読む)
高精度レーザ加工およびレーザ・電解複合加工装置
【課題】本発明は、加工用レーザ光源を用いて微小ワークの形状、位置、姿勢、およびレーザとの相対位置を計測できるようにすることにより、画期的かつ独自性の高い高精度レーザ加工装置を提供することを目的とする。
【解決手段】本発明の高精度レーザ加工装置は、計測用レーザ光を用いてワークの初期位置、および、ワーク保持手段によりワークを所定角度回転させたときの回転位置を計測して、制御手段によりワークの3次元位置を把握し、ワークの加工照射点を求めることによりワークの保持誤差を補正するワーク保持誤差補正手段を備えることを特徴としている。
(もっと読む)
流体機器の加工方法
【課題】流体が流通する2つの通路が斜めに交差する流体機器において、2つの通路が交差する部位の破損を防止する。
【解決手段】一方の通路13aに加工電極50を挿入して鋭角側交差部130xの電解加工を行う場合、加工電極50を挿入していない他方の通路13c側は加工電極50から遠いため電解加工ができず面あれを発生し、この面あれ部を起点として鋭角側交差部130xが破損し易い。そこで、鋭角側交差部130xを、第1通路13aに挿入される第1加工電極50と第2通路13cに挿入される第2加工電極51とを用いて電解加工する。このようにすれば、鋭角側交差部130x全体において加工電極50、51との距離が近いため、鋭角側交差部130x全体において面粗度を小さくすることができる。
(もっと読む)
ラジアル軸受面及びコネクティングロッドを製造するための方法及び電極
本発明は、導電性素材から成るラジアル軸受(5)の略円筒形状の軸受面を製造する方法に関し、その際軸受面(5)の輪郭は第1の工程段階で切削加工され、軸受面(5)は後続の工程段階でさらに電解加工される。さらには、電解加工のための電極、及び機械に使用するコンロッド
(1)も提示される。
(もっと読む)
電解加工方法および電解加工装置
【課題】被加工物の孔部内に拡幅部を形成する場合に、拡幅部の加工形状精度を向上することが可能な電解加工方法および電解加工装置を提供すること。
【解決手段】、(c)に示す電解工程の仕上げ加工工程において、ワーク90と電極10との間に電圧を印加しつつ、電極10の軸方向の先端部11をワーク90と電極10との間隔が略一定となるように径方向に拡大する。したがって、仕上げ加工工程では、ワーク90と電極10との間に電流を安定して流すことができ、拡幅部92角部93の加工形状精度を向上することができる。
(もっと読む)
1 - 6 / 6
[ Back to top ]