
国際特許分類[B23K1/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,例.ロー付,またはハンダ離脱 (3,338) | 継目のハンダ付に特に適したもの (177) | 長さの方向の継手,例.殻体のもの (7)
国際特許分類[B23K1/16]に分類される特許
1 - 7 / 7
パネル接合体、パネル接合体の製造方法およびパネル接合体を備えた車両
【課題】簡単な構造により接合時の歪に起因する変形を低減できるとともに、変形が生じても簡単に変形を矯正できるパネル接合体、このパネル接合体の製造方法およびこのパネル接合体を備えた車両を提供する。
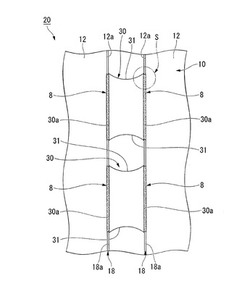
【解決手段】並んで配置される複数のパネル10の縁部間および縁部12a,12a間に、連結部を有して連結して構成されたパネル接合体20であって、連結部は、複数のパネル10の第二主板12,12のそれぞれが、各パネル10間に配置された連結板部材30のそれぞれ対応する側縁30aと接合されて形成され、連結板部材30は、第二主板12の縁部12aに沿う方向に互いに離間して複数設けられていることを特徴としている。
(もっと読む)
レーザブレージング方法およびレーザブレージング装置

【課題】本発明は、隅肉部のろう付けの際、被接合部材とろう材の間における空孔の発生を抑制する隅肉部のレーザブレージング方法および装置を提供することを目的とする。
【解決手段】複数の被接合部材1を接合する接合部6に形成された隅肉部9をレーザを用いてろう付けするレーザブレージング方法であって、第一のろう材3にレーザを照射し、溶融した前記第一のろう材3を前記隅肉部9の角部へと供給する第一ステップと、前記第一ステップの後に行われ、第二のろう材5にレーザを照射し、溶融した第二のろう材5を前記被接合部材1と前記第一のろう材3に接触するように供給する第二ステップとを有している。
(もっと読む)
金属管と金属板のろう付方法
【課題】金属管と金属板との接合予定部に短時間で熱を伝えることができて、それらの接合を能率良く行っていける金属管と金属板のろう付方法を提供する。
【解決手段】金属板1の一方の面に金属管2の外周面をろう材4を介して沿わせた状態にセットした後、金属管2の内部に挿入したヒーター6の熱を、それらの接合予定部のがわの管壁を通じてろう材4に伝えることにより金属管2と金属板1とをろう付一体化する。ヒーター6を金属管2内で一端側から他端側へと移動させながら接合予定部に熱を伝えて接合していくとよい。
(もっと読む)
溶接装置及び溶接方法
【課題】製造コストの高騰を抑制しつつ、且つ溶接製品の品質の安定化を図ることができる溶接装置及び溶接方法を提供する。
【解決手段】溶接ワイヤ32の受け部34が形成されるように板材P1〜P3を重ね合わせ、板材P1〜P3の間に形成された受け部34に紐状又は帯状の溶接ワイヤ32を挟入し、挟入された溶接ワイヤ32に溶融熱を供給して溶接ワイヤ32を溶融する。
(もっと読む)
セル式ホイールの製造方法
金属製のセル式ホイールの製造方法において、以下の工程が連続的に実施される:(a)少なくとも中間スリーブの外周線の長さに対応する長さ(l)と、少なくともセル式ホイールの長さに対応する幅(b)を有する帯状金属薄板(26)を用意し、(b)金属薄板面に垂直で、且つ帯状金属薄板(26)の長手方向に垂直な帯状金属薄板(26)の両面に、所定の位置に所定の数、薄片(16)を配置し、薄片(16)を溶接又はろう付けによって帯状金属薄板(26)に連結し、(c)薄片(16)を両面に装着した帯状金属薄板(26)を曲げて、溶接又はろう付けによって帯状金属薄板(26)の両端を連結して中間スリーブを形成し、(d)外側スリーブとして中間スリーブと同軸の第1の管状スリーブを配置し、内側スリーブとして中間スリーブと同軸の第2の管状スリーブを配置し、溶接又はろう付けによって、薄片(16)の自由端を外側スリーブ又は内側スリーブに連結する。本方法により、圧力波過給機で使用するための、材料壁厚0.2mm以下のセル式ホイールの製造が可能となる。 (もっと読む)
中空管、部材および接合方法
【課題】製造リードタイムが増大したり、価格が高くなったり、ろう付不良、気密不良が生じたりしない中空管、部材および接合方法を提供する。
【解決手段】第1の構成部材と第2の構成部材とで構成される中空管であって、第1の構成部材は、第1、第2の側壁部と第1の底部とから成る第1の溝部を有し、第2の構成部材は、第3、第4の側壁部と第2の底部とから成り、第1の溝部の内幅よりも小さい外幅を持つ第2の溝部を有し、第1、第2の側壁部と第3,第4の側壁部の外側面との間に、それぞれ第3、第4の溝部が形成され、第3、第4の溝部にろう材が充てんされる。
(もっと読む)
金属板複合材、金属板を接合する方法および接合装置
本発明の主題は、ロールフランジ加工またはスライドフランジ加工によりフランジ加工縁(1b)の周囲で折り曲げられるフランジ(1c、1d、1c)を備える外側金属板(1)と、フランジ(1c、1d、1e)と継手(3、6、8)を形成する内側金属板(2)と、継手(3、6、8)上にまたは中に生成され、かつ金属板(1、2)を互いに固定連結する、溶接またははんだ付けシーム(4、5、7)とを有する、金属板複合材である。本発明はまた、金属板を接合する方法と、フランジ加工し溶接またははんだ付けする装置とにも関する。装置は、ツールヘッド(10)と、ツールヘッド(10)に配置され、ロールフランジ加工またはスライドフランジ加工するフランジ加工部材(13、13’)と、ツールヘッド(10)に配置された溶接またははんだ付け工具(15)とを有し、フランジ加工部材(13、13’)と溶接またははんだ付け工具(15)とは、フランジ加工部材(13、13’)が、溶接またははんだ付け工具(15)を用いて行うことができる溶接またははんだ付け工程のための押圧手段を形成するように配置される。 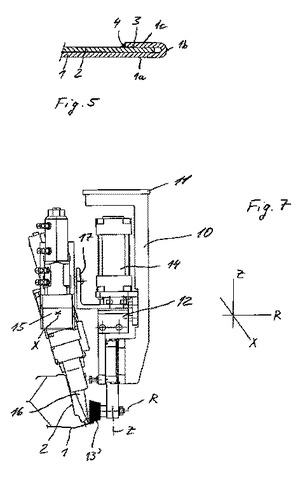 (もっと読む)
(もっと読む)
1 - 7 / 7
[ Back to top ]