
国際特許分類[B23P13/02]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 金属の他の加工;複合作業;万能工作機械 (3,247) | 本質的には機械加工を伴なうが単一の他のサブクラスによって分類されない作業による金属物品の製造 (121) | 機械加工作業のみが重要なもの (21)
国際特許分類[B23P13/02]に分類される特許
1 - 10 / 21
フランジ一体型波付管の製造方法、フランジ一体型波付管、および前記製造方法に用いられる波付管用の切断装置
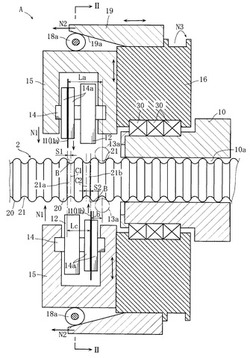
【課題】バリが発生したり、フランジの形成箇所において内径が部分的に狭くなるといった不具合を解消し、または抑制することが可能なフランジ一体型波付管の製造方法を提供する。
【解決手段】環状の複数の凸部20および凹部21を有する金属製の波付管2を、この波付管2の軸長方向と直交する方向に切断する切断工程と、この切断工程において切断された波付管の複数の凸部のうち、切断面に最接近している最外端の凸部を、前記軸長方向にプレスし、配管連結用のフランジとして形成するフランジ形成工程と、を有しており、前記切断工程における波付管2の切断箇所は、互いに隣接する凹部21aの底部と凸部20の頂部との境界部分Bとする。
(もっと読む)
加工方法及び加工装置

【課題】断面積が大きな長尺のワークであっても、材料の無駄を低減して加工できると共に、複雑形状の多品種の部品を加工することが可能な加工装置を提供する。
【解決手段】加工装置1は、長尺のワークWを把持及び解放すると共に、ワークを把持した状態ではワークを変位させることなく一の姿勢に保持する把持装置20と、回転工具の主軸を備え、把持装置からワーク前端部Eを突出させた状態で把持装置に把持されているワークを、主軸に取り付けられた回転工具で加工すると共に、加工済みのワーク前端部をワークの未加工部分から切り離す多軸ロボット40と、把持装置から解放されている状態のワークを、長軸方向に前進させるワーク送り装置30とを具備する。
(もっと読む)
金属板を折曲する前にスリットを形成する方法
【課題】折曲する内部表面にスルットを形成した金属板を形成する際、連続する工程で、スリットの深さが均一な金属板を提供する。
【解決手段】金属板9に、前記金属板の折曲抵抗を低減するスリットを形成するために、カッター11によりスリットが形成された場所と同じ場所に、ディスクカッター12を用いて、スリットを形成する。形成されたスリットをプレスローラー13a、13bで押圧して、スリット全長に沿って均一な深さを有する平滑なスリットにする。
(もっと読む)
爪部を有するテーパ付薄肉リングの加工方法およびチャック
【課題】シンクロナイズドリング等のように爪部を有するテーパ付薄肉リングを、簡単、且つ精度よく加工することができる加工方法およびチャックを提供する。
【解決手段】熱処理が施されたテーパ付薄肉リング10の爪部15を旋盤のチャック30に設けられた切欠き部31に嵌合させて外周面12の少なくとも3点をチャック爪32によってクランプし、爪部15と反対側の側面14を旋削によってハードターニング加工する。更に、ハードターニング加工された側面14を加工基準面として、テーパ付薄肉リング10の内周面11および外周面12を砥石20、21で研磨仕上げ加工する。
(もっと読む)
車両用部品の加工方法
【課題】ベアリング圧入孔の加工を部品ごとに仕上げまで行なうことができ、しかも2部品を組んだ状態で必要な精度(同軸度)を確保できる、車両用部品の加工方法を提供すること。
【解決手段】本車両用部品の加工方法は、同軸度が必要な2部品10,20の各ベアリング圧入孔12,22を加工する際に適用されるものであって、部品10,20ごとにベアリング圧入孔12,22を加工する工程と、ベアリング圧入孔12,22が部品ごとに加工された後に、2部品10,20を組み合わせた状態で治具30を用いて2部品10,20間の同軸度を確保する工程と、2部品10,20間の同軸度が確保された後に、2部品10,20間の位置決めピン孔40,50を共加工する工程とを含む。
(もっと読む)
クランプ装置、クランプ装置による旋盤の円筒ワーク加工方法、クランプ装置によるフライス盤の円筒ワーク加工方法。
【課題】 非真円筒の素材ワークを、歪ませることなく把持するとともに歪んだ非真円筒の素材ワークをそのまま把持し最終的に歪みの無い真円筒形や任意形状の非真円筒形に加工可能とするクランプ装置を提供する。
【解決手段】 円筒ワーク・円形ワーク1等の底面1Aを放射状に多分割して載置する搭載部2と、上記各搭載面2A〜2Hを個別に昇降させる昇降駆動機構20と、上記搭載部の各搭載面の外周面位置2Yに配置し外径方向に拡縮するクランプ機構10と、上記昇降駆動機構および上記クランプ機構に対して円筒ワークの底面1Aおよび外周面1Bにその当接圧を均等に制御付与する圧力制御機構30と、を備えたクランプ装置100である。
(もっと読む)
内面加工方法
【課題】 ベーンの摺動性を高め、漏れ損失を抑えた高効率な圧縮機を得るために、二次加工として研削仕上げ加工することが重要となってきた。しかしながら、従来の加工では、それぞれ独立した工程となるため位置決め精度に限界があり、位置決め誤差に応じた無駄な加工代の設定、加工精度の限界、加工時間が長くなる、砥石寿命が短くなるなどの問題があった。
【解決手段】 本発明は、被削物の内面を切削加工する切削装置と、切削装置にて切削された内面の加工部を研削する研削装置と、切削され研削された加工部の寸法を測定する寸法測定装置と、切削装置、研削装置および寸法測定装置と対抗した所定の位置に被削物を固定した状態で移動可能な搬送台と、を備え、搬送台を移動させ被削物の内面加工処理を順次行うものである。
(もっと読む)
複合加工機におけるワークの内径加工方法
【課題】ワークの内径加工寸法が小さくなっても、研削加工時間を長くすることなく高精度の研削加工を可能とする。
【解決手段】旋削工具12で旋削加工を行った後、計測装置7によってワークWの内径寸法を測定し、その測定寸法bと研削仕上げ寸法cとを比較して研削加工の取り代c−bを算出し、算出した取り代c−bに基づいて研削加工条件を補正して砥石11による研削加工を行うようにした。
(もっと読む)
切削研削工具、切削研削装置、および切削研削方法
【課題】一つの工具で異なる取り代の加工が可能となる切削研削工具を提供する。
【解決手段】円柱の表面であって当該円柱の軸方向に並んで、少なくとも一つの切削刃面11と、少なくとも一つの研削砥石面13とを有し、前記切削刃面は、第1の切削刃を持つ第1の切削刃面と、前記第1の切削刃よりも刃の奥行きが短い第2の切削刃を持つ第2の切削刃面を有し、前記研削砥石面は、第1の砥粒よりなる第1の研削砥石面と、前記第1の砥粒よりも細かい第2の砥粒よりなる第2の研削砥石面を有することを特徴とする切削研削工具。
(もっと読む)
軸部材の加工方法
【課題】外周面にジャーナル部と偏心カムを有する制御軸の加工コストの低減化と加工作業の容易性を図り得る加工方法を提供する。
【解決手段】制御軸1の軸本体2の両端部2a、2bに捨てボス部6,6を設け、該両捨てボス部に、制御軸外周面に有する偏心カム部4加工用の第1センター部C1を形成すると共に、前記両端部の内部軸方向に、前記ジャーナル部3加工用の第2センター部C2、C2を前記両捨てボス部を貫通して形成した(第1工程)。また、前記第1センター部C1を中心として前記偏心カム部の外周面を研削加工した(第8工程)後に、前記両捨てボス部を切除し(第9工程)、その後、残存した前記第2センター部C2を中心として前記ジャーナル部の外周面を研削加工した。
(もっと読む)
1 - 10 / 21
[ Back to top ]