
国際特許分類[B23Q17/12]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工作機械の細部;構成部分,または付属装置,例.倣いまたは制御装置;特定の細部または構成部分の構造により特徴づけられる工作機械一般;特定の結果を目的としない金属加工機械の組合わせ (8,929) | 工作機械上において指示または測定する装置の配置 (1,211) | 振動を指示または測定するもの (95)
国際特許分類[B23Q17/12]に分類される特許
1 - 10 / 95
回転速度表示装置
【課題】加工条件を変更した場合における加工能率の変化を作業者が容易に把握することができ、びびり振動を抑制する際における作業者の負担を軽減することができる回転速度表示装置を提供する。
【解決手段】びびり振動の発生を検出すると、安定回転速度を算出するとともに、加工プログラムをもとに、現在の回転速度で加工した際の想定加工時間と、安定回転速度で加工した際の想定加工時間とを夫々算出し、さらに回転軸3の回転速度を安定回転速度へと変更した場合に、加工能率がどのように変化するかを演算し、安定回転速度とともにモニタ15に表示するようにした。したがって、作業者は、モニタ15の表示にもとづいて回転速度の変更に伴う加工能率の変化を容易に把握することができ、ひいては加工能率の向上を図ることができる。
(もっと読む)
切削装置

【課題】 複数の切削ブレードが一つのスピンドルに装着された切削ユニットを有する切削装置において、切削ブレードに異常が発生したことを検出可能な機構を備えた切削装置を提供することである。
【解決手段】 スピンドルと、該スピンドルの軸方向に並んで装着された複数の切削ブレードとを有する切削手段を備えた切削装置であって、該切削手段の振動を検出する振動検出手段と、該振動検出手段で検出した検出振動を監視する監視部と、該監視部で監視している検出振動の振幅が定常時から所定値以上増大した場合に切削ブレードに異常が発生したとして警告を発信する警告発信部とを有する制御手段と、を具備したことを特徴とする。
(もっと読む)
測定装置
【課題】スピンドルに取り付けられて高い回転数で回転する極小径丸棒若しくは極小径工具の動的振れを測定可能な極めて実用性に秀れた測定装置の提供。
【解決手段】光源と、光源からの光線を被測定部材へ導くレンズ系と、被測定部材を介して光線を受光する複数のフォトダイオードとを備える光学系を有し、フォトダイオードでの受光量をもとに被測定部材の位置若しくは振れ量を測定する測定装置であって、光学系の光軸方向視において、複数のフォトダイオードにして被測定部材の軸心と交差する辺部が全て直線であり、複数のフォトダイオード間には、被測定部材の軸方向に対して傾斜する少なくとも1つのギャップを設け、このギャップの両端部は被測定部材の外形より外方に位置させ、ギャップを形成するフォトダイオードの辺部以外の被測定部材の軸心と交差する辺部がギャップと平行でないように構成する。
(もっと読む)
振動判別方法、及び振動判別装置
【課題】従来よりもびびり振動の種類を精度良く判別することができる振動判別方法、及び振動判別装置を提供する。
【解決手段】時間領域の振動加速度を高速フーリエ解析して周波数領域の振動加速度を求めた際に現れる複数のピーク値を対象としてびびり振動の判別を行う。したがって、周波数領域の振動加速度の最大値のみを用いて判別していた従来と比較すると、特に低回転速度での加工や刃数の少ない工具による加工において、発生したびびり振動の種類を正確に判別することができる上、工具とワークとの間での摩擦や加工による衝撃力に起因して生じる「固有振動型強制びびり振動」についても判別することができる。
(もっと読む)
工作機械の制御装置及び制御方法
【課題】びびり振動を効果的に低減することができ、しかも加振装置を必要とせず、実施化を容易に図り得る工作機械の制御装置などを提供する。
【解決手段】工作機械は、主軸に取り付けた切削工具により切削加工を行うものである。この工作機械の制御装置は、加工時に発生するびびり振動の周波数を検出する検出手段と、この検出手段で検出したびびり振動の周波数及び主軸回転数を基に工作機械の主軸が回転している状態の固有振動数を推定する推定手段17と、この推定手段で推定した固有振動数を用いて無次元安定限界切込みを算出し、この無次元安定限界切込みが最大となるように主軸回転数を変更する主軸回転数制御手段18とを備える。
(もっと読む)
振動抑制装置
【課題】手動で回転速度を変更するに際し、容易且つ確実に安定回転速度へと変更することができ、作業者の負担を軽減することができる振動抑制装置を提供する。
【解決手段】表示装置12の表示画面12aに複数のインジケータ32、32・・からなる増速指示部31a及び減速指示部31bを設けており、回転速度を安定回転速度へと変更するに際してのダイヤル14の操作方向及び操作量を表示するようにした。そのため、作業者は、それらの表示を視認することでダイヤル14の操作方向及び操作量を容易に把握することができる。したがって、作業者にかかる負担を軽減することができるし、短時間で確実に回転速度を安定回転速度へと変更することができ、加工面精度の向上や工具の破損防止等も期待することができる。
(もっと読む)
工作機器の制御装置
【課題】うねり高さにおける加工精度を高精度に行うことができる工作機器の制御装置を提供する。
【解決手段】複数の刃を有する切削工具203を回転させるとともに移動することにより被加工物1を加工する工作機器の制御装置100であって、切削工具203の工具径および刃数の工具形状情報と、被加工物1の加工における切削工具203の回転軸Zの回転数および移動速度の加工条件情報と、切削工具203を工作機器200に設置した状態での回転振れ量情報とを用いて、被加工物1の加工におけるうねり高さを予測するうねり高さ演算部103を備える。
(もっと読む)
振動判別方法、及び振動判別装置
【課題】従来よりも「再生型びびり振動」であるか「強制びびり振動」であるかを精度良く判別することができる振動判別方法、及び振動判別装置を提供する。
【解決手段】びびり振動の発生を検出すると、パラメータ演算装置において第1周波数範囲や第2周波数範囲を求めるとともに、回転速度検出分解能ΔSや周波数分解能Δfを考慮し、更に「回転周期型強制びびり振動」の周波数範囲と「再生型びびり振動」の周波数範囲との割合によって求めた判別妥当性Cをもとにして、発生したびびり振動が「再生型びびり振動」であるか、「回転周期型強制びびり振動」であるか、それとも「刃通過周期型強制びびり振動」であるかを判別するようにした。
(もっと読む)
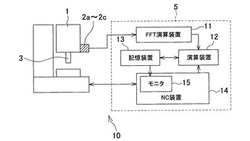
工作機械のモニタ装置
【課題】簡易的な手段により安定限界線図を即座に表示し、安定な回転速度領域を迅速に知らせる。
【解決手段】立形マシニングセンタ1のモニタ装置10は、加工に伴う振動を検出する振動センサ7a〜7cと、検出された振動からびびり振動の発生を検出して当該びびり振動の周波数を算出するFFT演算部11と、びびり振動周波数と回転速度とに基づいて、最適回転速度を算出すると共に、回転速度が不安定となる予め設定した位相情報に基づいて不安定回転速度を算出して、最適回転速度と不安定回転速度との間の安定限界線図を、近似曲線を用いて作成して表示部16に表示する安定限界線図演算部12及びNC装置13と、を備えてなる。
(もっと読む)
びびり安定限界線図作成方法
【課題】びびり振動を発生しないで加工できる加工条件設定範囲を最大とできる、正確なびびり安定限界線図を作成する作成方法を提供する。
【解決手段】。工具2が静止している状態で求めた剛性値・減衰係数を用いて、暫定びびり安定限界線図を作成する。暫定びびり安定限界線図の所定ピークの近辺で主軸1の回転速度を変化させながら加工中のびびり振動を振動測定装置4で計測し、びびり振動の周波数が急変した主軸回転速度を検出する。暫定びびり安定限界線図の所定ピークの位置を、びびり振動の周波数が急変した主軸回転速度へ移動してびびり安定限界線図を作成する。
(もっと読む)
1 - 10 / 95
[ Back to top ]